
























易安网通行证登录
已经在易安网注册的用户请直接登录
没有易安网通行证?
【颁布单位】:中华人民共和国机械电子工业部
【发 文 号】:JB 6109—92
【颁布日期】:1992—05—16批准
【实施日期】:1993—01—01实施
【标 题】:JB 6109—92单轴木工铣床结构安全
1 主题内容与适用范围
本标准规定了单轴木工铣床的结构安全要求,包括一般要求、安全防护装置的要求、操纵机构的要求、进给和工件的压紧、支承与导向机构的要求、装夹与制动装置的要求、吸尘与排屑、噪声的要求等。
本标准适用于单轴木工铣床(以下简称机床)。
2 引用标准
GB 699 优质碳素结构钢 技术条件
G13 9239 刚性转子平衡品质 许用不平衡的确定
GB 11357 带轮的材质、表而粗糙度及平衡
GB 12557 木工机床结构安全通则
ZBJ65 015 木工机床噪声声(压)级测量方法
JB 5720 木工机床电气设备 通用技术条件
JB 6113 木工机用刀具 安全技术条件
3 一般要求
3.1 机床的结构安全除应符合本标准的规定外,还应符合GB 12557的规定。
3.2 机床的电气系统应符合JB 5720的规定。
3.3 机床上的铣刀应符合相应铣刀标准及JB 6113的要求。
3.4 机床上的铣刀必须配有安全防护装置。
3.5 机床上的皮带等传动装置应设置于机体内,否则必须设有安全防护装置。
3.6 主运动有多级速度的机床,遮盖其变速传动部件的门的涂色和警告标志应符合GB 12557第4.14条的规定,并在门内清晰地标记出主轴的各级转速及相应的皮带塔轮速比简图。
注:上述标记也可设置于操作者易见的机床其他部位。
3.7 主轴单方向旋转的机床上必须标明铣刀的旋转方向。
3.8 主轴、刀头、从动带轮应进行动平衡试验,(推荐在主轴与带轮组装后进行),其平衡精度应不低于GB 9239中G 6.3级的规定。
3.9 主动带轮平衡应按GB 11357的规定。
4 安全装置的要求
铣刀的安全防护装置应符合下列规定:
a.应覆盖住除切削工件所需部分以外的刃口;
b.针对工件的厚度和加工情况能方便地调整;
c.有足够刚度,不会产生弯曲或扭曲变形;
d.安装用的支架应牢固可靠,螺栓、螺母应有防松脱措施。
5 操纵机构的要求
5.1 操纵主轴倾斜和升降的手轮离地高度和操纵力按GB 12557第5.4和5.6中小于或等于5次/班进行考核。主轴应能在升降和倾斜的任一位置上可靠固定。
5.2控制开关应安装在便于操作的位置上。
6 工件的进给、压紧、支承与导向机构的要求
6.1 移动工作台空载操纵力不得超过25 N,且必须有防止脱落的措施。
6.2工作台圆环与工作台的结合应平整、可靠。
6.3 工作台圆环孔径不得比刀轴相应部位的直径大20mm以上。
6.4 机床上应设有可靠紧固、能确保工件安全进给的导向板。导向板的高度必须大于机床上所能安装刀具的最大高度,其长度之和应不小于工作台长度的3/4(辅助导向板的长度之和不应比工作台长度小100mm以上)。
6.5 导向板上应能安装辅助导向板,导向板应用不损伤刀具的材料制造。
7 装夹与制动的要求
7.1 刀具夹持装置必须可靠地夹持刀具,确保在工作时刀具不会松动和飞出。刀体及刀具的紧固等安全要求应符合JB 6113的规定。
7.2 机床上的主轴、刀头的刀体及铣刀芯轴应采用GB 699中的45钢或机械性能不低于45钢的材料制造。
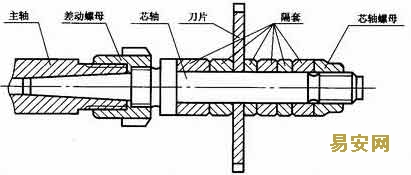
7.3 铣刀芯轴(以下简称芯轴,见下图)与主轴,刀片与芯轴及隔套等的连接与锁紧应可靠。芯轴装刀部位的直径与芯轴轴肩直径、隔套外径之比不得大于3/5;芯轴与主轴推荐采用差动螺母锁紧。
7.4 芯轴上各部位对芯轴轴线的位置公差如下:
a. 定位轴肩的端面圆跳动公差为0.01 mm。
b. 圆锥表面、装刀部位的表面径向圆跳动公差为0.02mm。
7.5 芯轴的隔套上各部位位置公差如下:
a. 上端面对内孔轴线的端面圆跳动公差为0.01 mm。
b. 外圆表面对内孔轴线的径向圆跳动公差为0.05mm。
c. 下端面对上端面的平行度公差为0.005 mm。
7.6 对压刀螺钉的预紧力需进行控制的机床,在机床使用说明书中应注明压刀螺钉的机械性能等级和预紧力的数值。
7.7 机床上应设有主轴制动装置,并应确保切断动力后制动持续时间不得超过8s。
7.8 机床上必须设有固定主轴的止动装置,该装置必须与主轴启动操纵联锁。
8 吸尘与排屑
8.1 机床上应设置有效的排屑口。
8.2 机床上必须设置吸尘口,并在使用说明书中标明风量、风压等参数要求。以确保机床工作区的粉尘浓度符合GB 12557表6的要求。
8.3 配有单机吸尘装置的机床,工作时工作区的粉尘浓度值不得超过2 mg/m3,测量方法按GB 12557附录B(补充件)的规定。
9 噪声
在空运转条件下,机床噪声最大声压级不得超过83dB(A),测量方法按ZB J65 015的规定。
测量噪声时,机床一般应处在下列状态:
a. 采用装有两把直刃刨刀片的圆柱形刀头:刀片伸出量为1.1 mm,切削圆直径为125 mm,刀片长度为60mm;
b. 刀头上端面与工作台面距离为45 mm;、
c. 前、后导向板处在切削深度10mm的位置上;
d. 主轴速度取6 000r/min,或最接近于6 000r/min;旋转方向为逆铣削方向。
附加说明:
本标准由全国木工机床与刀具标准化技术委员会提出。
本标准由福州木工机床研究所归口并负责起草。
本标准主要起草人柴金克、郑宗鉴。
责任编辑 :暮秋 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
分享或转发本文
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994