
























易安网通行证登录
已经在易安网注册的用户请直接登录
没有易安网通行证?
【颁布单位】:中华人民共和国机械电子工业部
【发 文 号】:JB 6113—92
【颁布日期】:1992—05—16
【实施日期】:1993—01—01
【标 题】:机用刀具安全技术条件JB 6113—92
1 主题内容与适用范围
本标准规定了木工机用刀具的安全技术条件。内容包括:一般要求、锯切刀具的要求、铣削刀具和刨刀的要求、钻削刀具的要求。
本标准适用于切削加工木材、人造板、塑料、有色金属以及类似材料的机用刀具(以下简称刀具)。
2 引用标准
GB 3098.1 紧固件机械性能 螺栓、螺钉和螺柱
GB 9060 木工带锯条
GB 9239 刚性转子平衡品质 许用不平衡的确定
GB/T 15373 木工圆锯片
JB 3380 木工平刨床的结构安全标准
JB 5727 单面木工压刨床结构安全
3 一般要求
3.1 刀具除应符合本标准规定外,还应符合各有关产品标准的规定。
3.2 刀具的结构除切削部分外,不应有构成危险源的锐角、锐边和其他不规则的表面。
3.3 刀具的结构应保证与机床和可更换调整的零件(刀片)连接可靠,装拆调整方便。
3.4 刀具结构应保证排屑通畅自如,容屑槽设计应合理,各处转折应设计过渡圆弧。
3.5 刀具在使用前不允许有裂纹以及影响使用安全的其他缺陷。
3.6 刀齿(或锯齿)焊接或粘接的刀具,其焊接或粘接强度必须进行剪切试验,剪切强度不得小于120 MPa。
3.7 刀具在正常工作应力状态下和按设计规定的切削条件和期限内使用,应保证不产生裂纹、崩刃、卷刃、弯曲、掉齿、折断等影响安全和使用性能的缺陷。
3.8 旋转运动的刀具必须进行静平衡或动平衡检验。刀具宽度与直径之比小于0.2的盘状刀具,一般只需进行静平衡;圆柱形刀具或宽度与直径之比等于或大于0.2的盘状刀具应进行动平衡。
3.9 刀具的残余不平衡量应符合有关标准的规定。若无规定时,动平衡的精度等级应符合GB 9239中规定的6.3级;允许的静不平衡量应按表1的规定。
表1
|
切削圆直径
mm
|
80
|
100
|
125
|
140
|
160
|
180
|
200
|
225
|
250
|
280
|
315
|
355
|
400
|
|
允许静不平衡量
g.mm
|
30
|
40
|
50
|
60
|
80
|
100
|
120
|
150
|
190
|
250
|
300
|
380
|
480
|
3.10 装配式刀具的平衡应将刀片及装夹零件组装好后进行。
3.11 对于切削量不均匀,冲击大的旋转运动的刀具,应有限制切屑厚度的结构。
3.12 刀具结构应保证刃磨方便,经多次刃磨后切削部分的主要参数应能保持基本不变。
3.13 靠螺栓或螺钉夹紧的装配式刀具,其螺栓(钉)的预紧力应按设计的要求进行预紧。并应在有关资料中加以说明。
3.14 刀具必须按有关产品标准进行切削性能试验,试验后的刀具不应有明显的磨钝、崩刃、裂纹,并能继续使用。
3.15 用于手动进料的主切削刀具不允许顺切削。
3.16 出厂的刀具(需在用户中修整的刀具除外)必须是锐利的。经使用磨钝后,应及时修磨,其磨损极限应按有关标准规定,必要时生产厂家应在技术文件中加以说明。
3.17 刀具的材料应能满足加工对象的要求,并应符合有关产品标准规定。
3.18 刀具上的标志应符合有关标准规定。旋转运动的刀具应标志有永久性的许用的最大工作转速,钻头和直径小于16mm以下的柄式铣刀允许不标志最大工作转速。
4 锯切刀具的要求
4.1 木工圆锯片
4.1.1 圆锯片的齿形、齿数和角度参数应满足切削条件的要求。
4.1.2 圆锯片必须有锯料,并经过刃磨,大于300mm的锯片一般需经适张度处理后方可使用,生产厂家应尽量为用户提供修整好的锯片。
4.1.3 圆锯片的材质、硬度及制造精度应符合GB/T 15373的规定。
4.1.4 圆锯片上必须标志有允许的最大工作转速。推荐圆锯片的最大切削速度为60m/s。与此相对应的各种规格的锯片最大工作转速见表2。
表2
|
圆锯片直径
mm
|
160
|
180
|
200
|
225
|
250
|
280
|
315
|
355
|
400
|
450
|
|
最大工作转速
r/min
|
7100
|
6300
|
5700
|
5000
|
4500
|
4000
|
3600
|
3200
|
2800
|
2500
|
|
圆锯片直径
mm
|
500
|
560
|
630
|
710
|
800
|
900
|
1000
|
1250
|
1600
|
2000
|
|
最大工作转速
r/min
|
2200
|
2000
|
1800
|
1600
|
1400
|
1200
|
1100
|
900
|
700
|
570
|
4.2木工硬质合金圆锯片
4.2.1 锯片的锯盘和锯齿材料应符合有关标准的规定。
4.2.2 直径大于或等于300mm的锯片,锯盘一般应进行适张度处理。
4.2.3 锯片上应标志有最大工作转速。根据加工对象的不同,推荐锯片的最大切削速度按表3。
表3
|
加工对象分类
|
最大切削速度 m/s
|
|
木 材
|
85
|
|
人造板
|
75
|
|
塑料
|
65
|
|
有色金属
|
60
|
|
其他类似材料
|
50
|
4.3 木工带锯条
4.3.1 锯条的材质、硬度、抗拉强度应符合GB 9060的规定。
4.3.2 出厂的锯条最小长度不应小于一根锯条的长度。各种规格宽度的锯条所需最小长度按GB 9060表1规定。
4.3.3 锯条的厚度与带锯机锯轮的直径应相匹配,生产厂家应为用户提供有关说明资料。推荐不同规格的锯轮直径所配用的锯条厚度见表4。
表4 mm
|
锯条厚度
|
0.30
|
0.40
|
0.40~0.60
|
0.60~0.80
|
0.70~0.80
|
0.80~1.00
|
0.90~1.25
|
1.10~1.40
|
1.40
|
|
锯轮直径
|
315
|
400
|
630
|
800
|
900
|
1060
|
1250
|
1500
|
1800以上
|
4.3.4 以修整好供应的锯条,其焊接接头与焊缝强度必须符合有关修锯技术要求。
5 铣削刀具和刨刀的要求
5.1 铣刀的结构设计应合理,并能满足切削条件的要求。
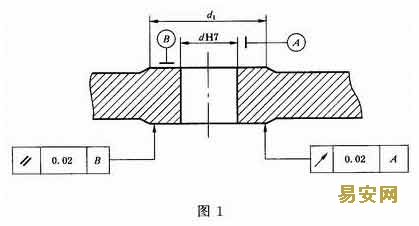
5.2 铣刀的内孔直径d与支承端面直径d1的最小尺寸推荐按表5和图1。
表5 mm
|
内孔直径d
|
30
|
40
|
50
|
60
|
|
支承端面直径d1
|
50
|
60
|
70
|
90
|
5.3 铣刀支承端面的端面圆跳动公差和两端面平行度公差为0.02mm,内孔直径公差为H7,见图1。
5.4 旋转运动的铣削刀具(木工刨床上用的刨刀轴除外)允许的最大工作转速推荐按表6规定。
表6
|
切削圆直径
mm
|
100
|
125
|
140
|
160
|
180
|
200
|
250
|
315
|
|
|
最大工作转速
r/min
|
整体式
|
12000
|
10000
|
9000
|
8000
|
7000
|
6000
|
5000
|
4000
|
|
装配式
|
11000
|
9000
|
8000
|
7000
|
6000
|
5500
|
4500
|
3500
|
|
|
组合式
|
|||||||||
5.5 木工平刨床和木工压刨床上使用的刨刀轴,最大工作转速为6 500r/min2。
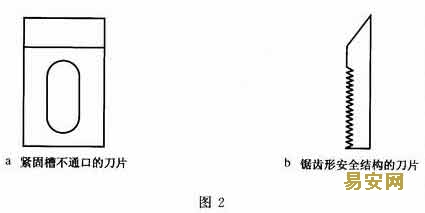
5.6 铣削刀具的刀片夹紧固定应能够克服由于离心作用而被甩出。切削宽度与直径之比小于3的旋转运动的刀具,刀片上的紧固槽应采用不通口或刀片应制成锯齿形(如图2)以及其他的安全结构形式以防止飞刀。
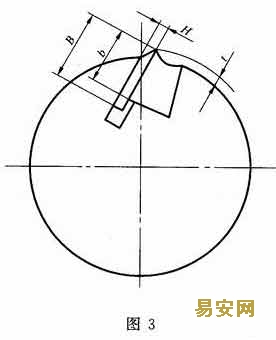
5.7 刀片的最小夹紧宽度占不应小于15 mm(如图3)。
5.8 可调的装配式刀具,刀片的最大伸出量t和刀片的最小厚度H以及刀片的最小宽度B的尺寸推荐按表7和图3。
表7 mm
|
刀片伸出量 Tmax
|
5
|
10
|
15
|
20
|
25
|
30
|
35
|
40
|
|
刀片厚度 Hmin
|
2.5
|
4
|
5
|
6
|
6.5
|
7
|
7.5
|
8
|
|
刀片宽度 Bmin
|
20
|
25
|
30
|
40
|
50
|
60
|
70
|
80
|
5.9 刀片夹紧螺栓(钉)的机械性能应达到GB 3098.1中8.8级。
5.10 同一刀具上,刀片的夹紧螺栓(钉)应是互换的,在刀体上的分布应均衡,拧紧应均匀,拧人深度最少不得少于5个导程。装配及锁紧必须由专人用专用工具进行。
5.11 同一刀具上的刀片应成组选配,同一组的刀片质量差不允许超过2 g,并应有明显的标志。
5.12 刀片、压刀条与刀体紧固后其结合面应用0.02的塞尺不得插入。
5.13 装刀槽要加工成上底在外,下底靠近圆心的梯形槽并尽量采用封闭型或半封闭型。
5.14 手动进给的刀具应符合下列要求:
a. 刀体应为圆柱形或圆盘形,刨床上使用的刀体不允许采用方形或菱形;
b. 刀片在径向的最大伸出量不得大于1.1 mm,同一把刀片两端及各把刀片之间在两端的径向伸出量之差不得大于0.05 mm;
c. 刀具的最大容屑槽宽度S应尽量的窄小,S与切削圆直径D的关系推荐按表8和图4。
表8 mm
|
刀具切削圆直径 D
|
≤100
|
112~125
|
140
|
160
|
180
|
200
|
|
最大容屑槽宽度 Smax
|
15
|
17
|
19
|
21
|
23
|
25
|
5.15 自动进给的刀具,刀片的径向最大伸出量按表7的规定。
5.16 木工平刨床上使用的刨刀轴应符合JB 3380的规定。木工压刨床上使用的刨刀轴应符合JB 5727的规定。
6 钻削刀具的要求
6.1 钻削刀具切削部分的角度和尺寸参数应符合钻削条件的要求。
6.2 钻削刀具的材料、硬度及制造精度应符合各产品标准的规定。
6.3 钻削刀具的结构应保证钻削时切屑能自如地分离,并随其形成及时地排出孔外。
6.4 钻削刀具的切削速度一般情况下不允许超过6m/s。对于切削速度大于6m/s时,应用所允许的最大工作转速进行切削试验,试验时间一般不得少于5mm。试验后的刀具,不应有明显的变形、裂纹、崩刃等影响使用安全的缺陷,并能继续使用。
附加说明:
本标准由全国木工机床与刀具标准化技术委员会提出。
本标准由福州木工机床研究所归口。
本标准由福州木工机床研究所负责起草。
本标准主要起草人周德通、郑宗鉴。
责任编辑 :暮秋 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
分享或转发本文
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994