1 主题内容与适用范围
本标准规定了劳动防护手套(以下简称“手套”)的分类标记、技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于工业和农业上广泛使用的各种手套。
2 引用标准
GB527 硫化橡胶物理试验方法的一般要求
GB528 硫化橡胶拉伸性能的测定
GB1039 塑料力学性能试验方法总则
GB1040 塑料拉伸试验方法
GB2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)
GB3820 机织物(梭织物)和针织物厚度的测定
GB3923 机织物断裂强力和断裂伸长的测定(条样法)
GB4689.4 皮革物理性能的测试厚度的测定
GB4689.5 皮革抗张强度和伸长率的测定
GB7742 纺织品胀破强度和胀破扩张度的测定(弹性膜片法)
3 术语
3.1 劳动防护手套 protective gloves and mittens
具有保护手和手臂的功能,供作业者劳动时戴用的手套。
3.2 五指手套five finger glove
五个手指分开的手套(见图1a或图1b)。
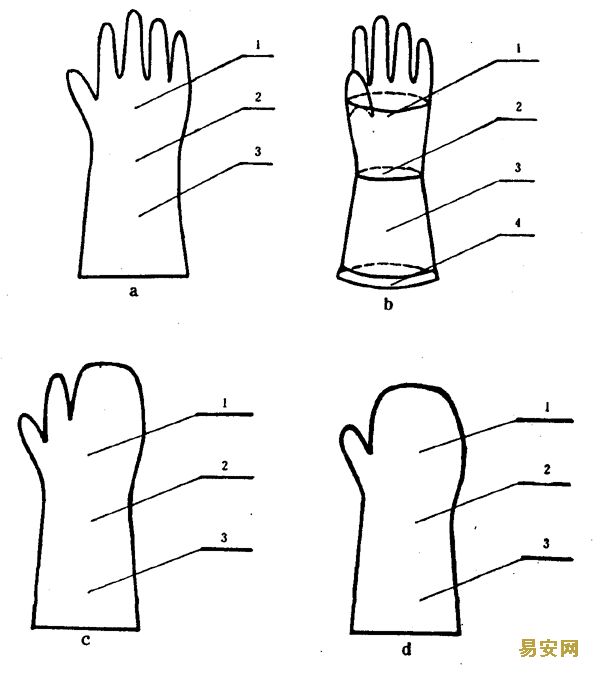
图1
1―手掌;2―腕部;3―袖筒;4―袖卷边
3.3 三指手套three finger glove
除拇指和食指外,其余三个手指连在一起的手套(见图1c)。
3.4 连指手套(又名手闷子)mitten
四个手指连在一起而与拇指分开的手套(见图1d)。
3.5 直型手套platy glove and mitten
五个手指在一个平面上的手套(见图1a、图1c和图1d)。
3.6 手型手套curved glove and mitten
手掌和五个手指略向内弯,与人手自然放松时的形状基本相同的手套(见图1b)。
3.7 袖筒cuff
覆盖手臂的手套筒状部分。
3.8 指叉fork
手套的手指与手指间的连接部分。
3.9 筒口the edge of a glove and mitten at the cuff
手套袖筒最上部的开口处。
3.10 袖卷边cuff roll
手套筒口处的加强边。
3.11 腕部wrist
手套袖筒的最狭窄部分。
3.12 手掌palm
手套的手心部分。
3.13 手背hand back
手套的背部。
3.14 手指finger
手套的指部。
3.15 衬里手套lined glove
衬在橡胶或胶乳手套内的织物手套。
3.16 指套finger-stall
保护单个手指的护套。
3.17 耐渗透性能resistance to permeation
防止表面附着的液体(不包括气体)渗透到里面去的能力。
4 分类标记
4.1 手套按防护性能分类。分类标记及其含义如下:
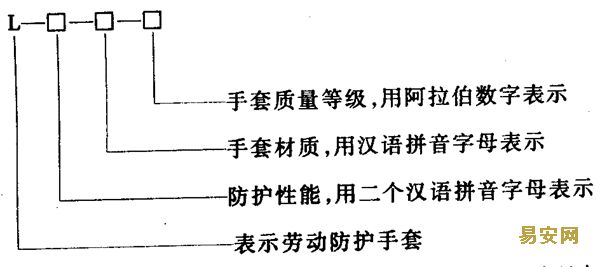
注:个别手套性能用汉语拼音字母表示可能引起重复时,改用英语单词的第一个字母表示。
4.2 标记示例
质量为二级品的橡胶绝缘手套:
L-JY-X-2
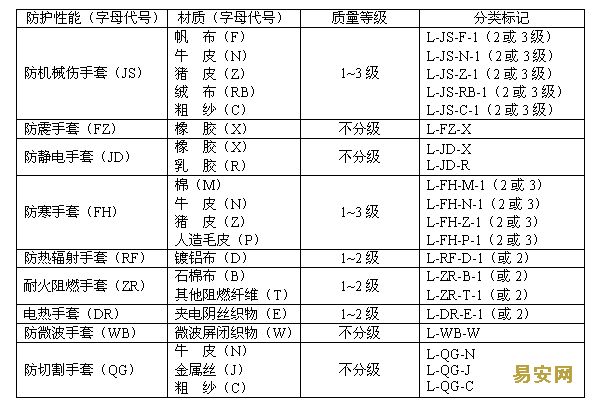
4.3 分类标记代号及其含义见表1。
表1

5 技术要求
5.1 皮革手套
a. 应使用经过铬鞣制的成品革制作皮革手套。
b. 手套表面不得有刀伤、虫伤、擦伤等残缺现象。
c. 手套单层厚度不小于0.8mm。
d. 手套用皮的铬含量(Cr2O3)不少于3.5%。
e. 不允许使用能遮蔽缺陷的方法处理手套用皮。
f. 不允许使用刺激皮肤的化合物处理手套用皮。
5.2 橡胶手套
橡胶手套应不含再生胶和油膏,表面无裂痕、折缝、喷霜、发粘、发脆等缺陷,除硫化配料和其它配合剂外,胶料含量应占总质量的70%以上。
5.3 胶乳手套
胶乳手套不允许漏气、表面无明显的裂痕、气泡、杂质等缺陷。
5.4 塑料(PVC)手套
应使用不会引起皮肤过敏和皮炎的原料制作塑料手套,手套双层厚度一般不小于0.6mm。塑料手套不允许漏气。
5.5 帆布手套
帆布手套一般分为五指手套、三指手套和二指手套三种。缝制针码为每厘米4~5针,帆布质量不小于380g/m2。
5.6 白纱手套
平口白纱手套应使用本白粗号棉纱(21s×8)根并合织成。重量不小于45g/副,罗口白纱手套应使用本白粗号棉纱(21s×9)并合织成。重量不小于52g/副。
6 试验方法
试验环境温度23±2℃,相对湿度50%~70%。
6.1 手套外观质量检查
用目测法检查每只手套的形状、构造、色泽、缝纫等外观质量。
6.2 手套重量的测定
6.2.1 仪器
计量合格的天平,精度不低于1g。
6.2.2 测定方法
用天平分别称出每组试样的重量,精确到1g。
6.3 手套尺寸的测定
6.3.1 仪器
a. 刻度精确到1mm的量尺。
b. 测量工作台面应平整光滑,尺寸必须大于800mm×300mm。
6.3.2 测量方法
将手套呈自然松弛状态平放在测量工作台面上,用量尺测量手套外部尺寸(见图2),精确到1mm。
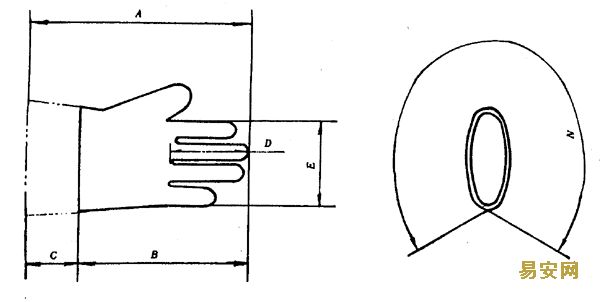
图2
A―全长(无袖子手套A=B);C―袖长;D―中指长;E―掌宽;N―袖口周长
注:手套筒口和腕部的周长可采用压扁该部位后,量取直线长度乘2的方法来取得。
6.4 手套厚度和测定
6.4.1 皮革制手套
将一只完整的手套裁开,分别在其中指、手掌和袖筒三个部位上各取分散的三点,按GB4689.4中第2章和第4章的规定进行测量。分别取各部位的算术平均值,精确到0.01mm。
6.4.2 橡胶、乳胶和塑料制手套
6.4.2.1 仪器

6.4.2.2 测量方法
将一只完整的手套裁开,分别在其中指、手掌和袖筒三个部位上各取分散的三点进行测量。分别取各部位的算术平均值,精确到0.01mm。
6.4.3 机织物和针织物制手套
将一只完整的手套裁开,分别在其手掌和袖筒二个部位上各取分散的三点,按GB3820的规定进行测量。分别取各部位的算术平均值,精确到0.01mm。
注:①手套内如有与手套本体材料不同的其他物质作衬里时,必须将其衬里物质清除掉后再测量。
②某些手套表面有凹凸状花纹,应将其打磨平整后再测量。
6.5 制作手套用材料的强度和伸长率的测定
6.5.1 皮革
将一只完整的手套裁开,分别在其手掌、手背和袖筒上按GB4689.5的规定裁取中号试样各2片进行测定,并计算试验结果。
6.5.2 橡胶和胶乳
将一只完整的手套裁开,分别在其手掌、手背和袖筒上按GB528的规定切取2型或4型试样各2片进行测定,并计算试验结果。
注:2型试样适用于厚度为2±0.30mm的材料,4型试样适用于厚度为1±0.10mm的材料。
6.5.3 塑料
将一只完整的手套裁开,分别在其手掌、手背和袖筒上按GB1040的规定切取Ⅳ型试样各2片进行测定,并计算试验结果。
6.5.4 机织物和针织物
将制作手套用的机织物材料按GB3923的规定,采用平行法裁取试样进行测定。将制作手套用的针织物材料按GB7742的规定测定试样的胀破强度和胀破扩张度。并分别计算试验结果。
注:①手套内如有与手套本体材料不同的其他物质作衬里时,必须将其衬里物质清除掉后,再测定手套强度。
②某些手套表面有凹凸状花纹,应将其打磨平整后再测定手套强度。
6.6 手套缝合处破损力的测定
6.6.1 仪器
拉力试验机应计量合格,夹头的结构应保证试样在拉伸过程中不发生位移现象。拉力机的示力误差应小于±1%。
6.6.2 试样
从一副手套中裁取4块尺寸为600mm×25mm的试样,其中心必须通过缝合处(见图3)。
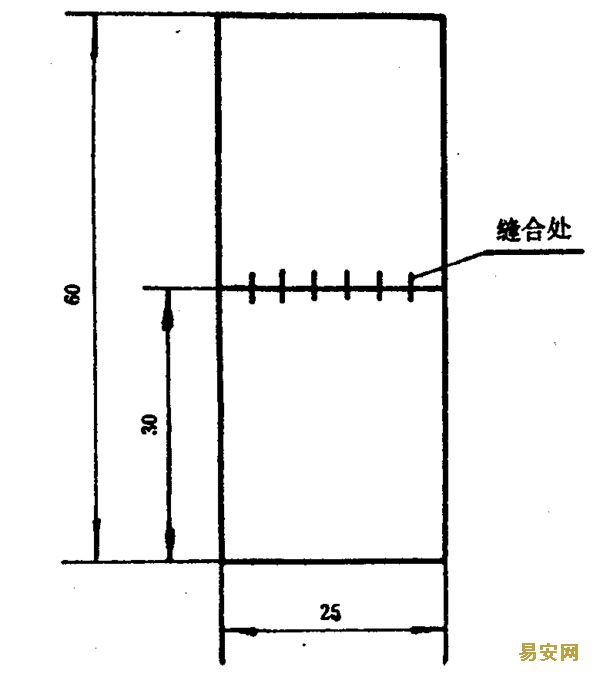
图3
6.6.3 试验方法
将试样安置在附有衬垫的拉力机的上下夹头内夹紧,并使缝合处与夹头的边缘平行。然后启动拉力机,以100±10mm/min的均匀速度拉伸,直到缝合处断裂为止,记录最大拉力,作为手套缝合处的破损力。
6.6.4 结果表示
取算术平均值,精确到5N。
























