1 主题内容与适用范围
本标准规定了过滤式防毒面具的分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存和使用要求。
本标准适用于过滤式防毒面具(以下简称面具)。
本标准不适用于缺氧环境中使用的呼吸器。
2 引用标准
GB2828 逐批检查计数抽样程序及抽样表(适用于连续批检查)
GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性检查)
GB2891 过滤式防毒面具面罩性能试验方法
GB2892 过滤式防毒面具滤毒罐性能试验方法
GB5891 防冲击眼护具试验方法
3 术语
3.1 全面罩full-facepiece
与头部密合能遮盖住眼、面、鼻和口的罩体。
3.2 半面罩halfs-facepiece
仅能密合遮盖住鼻和口的罩体。亦称口鼻罩。
3.3 防毒时间protective time
在规定条件下,毒剂混合气通入滤毒罐至透过毒剂浓度达到限定值时的时间。
4 分类
面具分类见表1。
表1 面具分类与组成
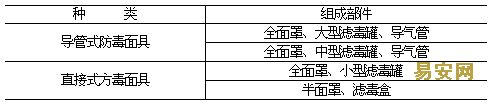
注:小型滤毒罐质量不大于300g;滤毒盒质量不大于200g;中型滤毒罐质量300~900g;大型滤毒罐质量900~1400g。
5 技术要求
5.1 基本部件性能
5.1.1 面罩
5.1.1.1按规定选配的面罩,应与人体面部密合良好,无明显压痛感;面罩的固定系统应有足够的强度和弹性;部件应易更换。
5.1.1.2 面罩的漏气系统,实际死腔和视野,应符合表2规定。
表2 面罩的漏气系数、实际死腔和视野

注:全面罩内设口鼻罩时,实际死腔应小于180mL。
5.1.1.3 面罩的装配气密性 1min内压降不大于50Pa。
5.1.1.4 面罩呼气阀气密性 呼气阀动作气密性良好,当减压至-1180Pa时,全面罩呼气阀于45s内负压值下降不大于590Pa半面罩呼气阀恢复常压的时间大于20s。
5.1.1.5 面罩对空气流的阻力,应符合表3规定。
表3 面罩阻力 Pa

5.1.1.6 面罩观察眼窗 视物真实且有保明设施;镜片的透光率(透光比)应大于85%;在规定条件下试验,镜片不能破碎。
5.1.1.7 头罩式全面罩罩体材料,应符合表4规定。
表4 头罩式全面罩罩体材料物理指标

5.1.1.8 呼气阀老化性 在规定条件下试验,应不发粘和变形,气密性符合5.1.1.4规定。
5.1.1.9 面罩的外表应平滑,无气泡、无毛刺,无影响气密的缺陷。
5.1.2 滤毒罐
5.1.2.1 滤毒罐的防毒性能,应符合表5、表6规定。
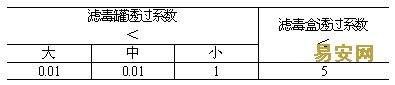
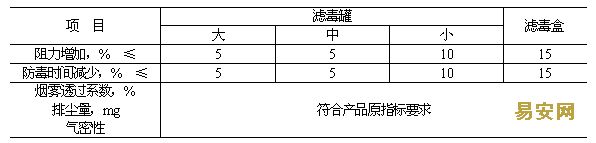
5.1.2.2 带滤烟层滤毒罐(盒)的防烟性能应符合表7规定。
5.1.2.3 滤毒罐(盒)的排尘量3号、5号罐(盒)应小于0.24mg,其他罐(盒)应小于0.12mg。
表5 滤毒罐类型及防毒时间
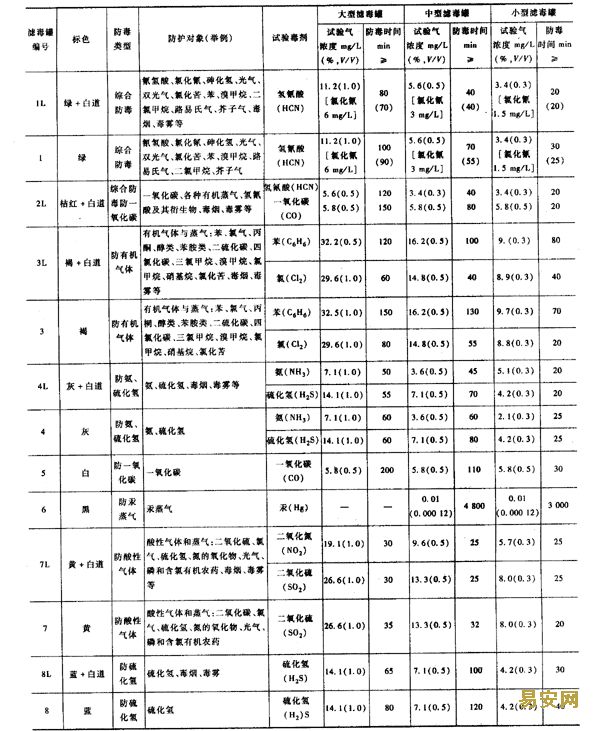
注:①6号罐在生产厂可不作防毒时间检验。
②1号罐允许用氯化氰检验,指标列于[ ]内。
③带滤烟层的罐在罐后注“L”。
表6 滤毒盒类型及防毒时间
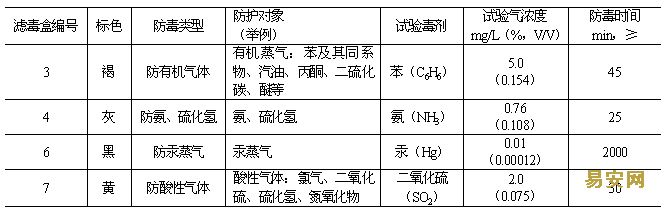
注:6号盒在生产厂可不作防毒时间检验。
表7 滤毒罐(盒)的油雾透过系数 %
5.1.2.4 滤毒罐的致密性 在规定条件下试验1min内不逸出气泡;滤毒盒应有密封包装。
5.1.2.5 滤毒罐(盒)对空气流的阻力应符合表8规定。
表8 滤毒罐(盒)阻力 Pa

5.1.2.6 滤毒罐强度 在规定条件下试验后,滤毒罐的致密性应符合5.1.2.4规定,防毒时间减少不超过表5、表6规定值的20%。
5.1.2.7 滤毒罐(盒)的装填牢固度 在规定条件下试验后,防护性能应符合表9规定。
表9 滤毒罐(盒)性能变化允许值
5.1.2.8 滤毒罐外表应平滑,无毛刺,标色正确,无影响致密的缺陷。
5.1.3 导气管
5.1.3.1 导气管应具有良好的伸缩弹性;弯曲成180°时应保证气流通畅;气密好。
5.1.3.2 导气管长度应大于60cm。
5.2 面具部件的连接要求
5.2.1 部件结合强力 在规定条件下试验,导管式面具中滤毒罐与导气管、导气管与面罩的结合力应大于147N,直接式面具中滤毒罐(盒)与面罩的结合力应大于49N。
5.2.2 部件结合处应气密 当其内压力2.0+0.1kPa时,不漏气。
5.3 材料
5.3.1 面具部件必须无毒、无害,能满足使用条件和保存期限要求;与人体面部接触的材料对皮肤无刺激作用。
5.3.2 面具材料应能耐受清洗和消毒。
5.3.3 金属材料应进行防腐蚀处理。
6 试验方法
6.1 面具面罩性能试验按照GB2891方法进行。
6.2 面具滤毒罐性能试验按照GB2892方法进行。
6.3 面具观察窗镜片性能试验按照GB5891中1.1.1方法进行。
7 检验规则
7.1 检验分类
产品质量检验分为型式检验和出厂检验。
7.1.1 形式检验
产品的型式检验按GB2829规定的正常检查二次抽样方案,有下述情况之一时进行:
a.新产品或老产品转厂生产的试制定型;
b.正式生产后如产品的结构、材料、工艺有较大变化可能影响产品性能;
c.正常生产中每年进行一次周期检查;
d.停产一年以上后恢复生产时;
e.出厂检验与上次型式检验有较大差异;
f.国家产品质量监督部门提出要求;
g.企业申请产品生产许可证。
7.1.1.1检查批与样本
检查批指定为定型检验而制造的全部同型号产品或定型检验通过后规定周期内生产的全部同型号产品。样本从检查批中随机抽取。
7.1.1.2 检验的实施
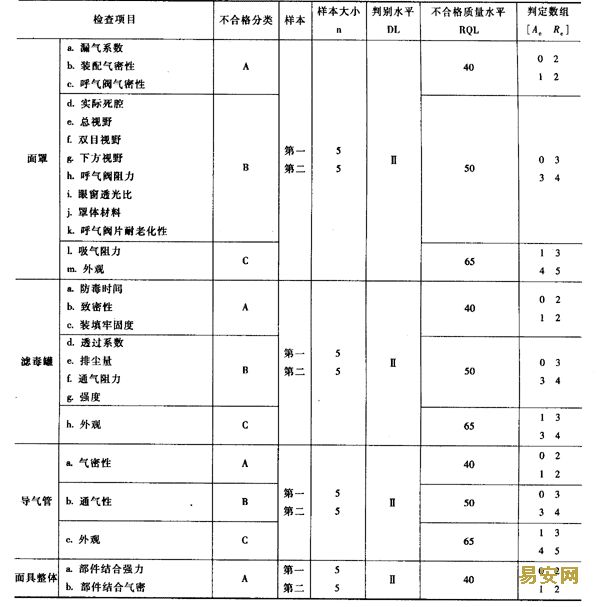
产品型式检验按表10规定进行。
7.1.1.3 检查结果判定
a.第一样本中不合格产品数小于或等于第一合格判定数,该批合格;若第一样本不合格产品数等于或大于不合格判定数,该批不合格。
b.若第一样本中不合格品数,大于第一合格判定数而又小于第一不合格判定数,则抽第二样本检验,两样本中不合格品数总和小于或等于第二样本合格判定数,该批为合格。
7.1.1.4 检查不合格批的处理
表10 产品型式检验实施表
样本检查不合格属设备故障、操作错误造成或不合格产品可筛选剔除、修复等情况,允许重新进行检验。
7.1.2 出厂检验
产品出厂检验GB2828规定的正常检查二次抽样方案进行。
7.1.2.1 检查批和样本
检查批指一次投料生产的同型号产品量。导管式面具最大检查批为1500套(个),直接式面具最大检查批为3000套(个)。样本按GB2828中表2规定随机抽取。
7.1.2.2 检验的实施
产品出厂检验按表11进行。
7.1.2.3 检验结果的判定
同7.1.1.3条规定。
表11 产品出厂检验实施表

7.1.2.4 检查不合格批的处理
不合格批经重新检查,将发现的不合格品剔除或修好后,允许再次提交检验。
7.2 生产厂产品经型式检验不合格,应在定期内采取措施达到要求。
8 标志、包装、运输和贮存
8.1 标志
8.1.1 产品标志
a.制造厂名、厂址、邮政编码;
b.产品名称、商标、生产许可证编号;
c.型号、标记,面罩应标明型号,滤毒罐(盒)的型号和标色应符合表5、表6要求;
d.制造日期或生产批号;
e.有效期。
8.1.2 包装箱标志
a.制造厂名、厂址、邮政编码;
b.产品日期、型号、数量、质量;
c.制造日期、防晒、防潮标志。
8.2 包装
8.2.1 包装应有塑料或纸盒包装。
8.2.2 产品的外包装应采用轻便、坚固的材料。
8.2.3 包装箱内随带合格证、产品说明书、装箱单。
8.3 运输
8.3.1 防止日晒、雨淋和重压。
8.3.2 不得与酸、碱、溶剂等物质同车运送。
8.4 贮存
8.4.1 贮存库房应干燥、通风,无酸、碱、溶剂等物质。
8.4.2 贮存期,滤毒罐为5年,滤毒盒为3年,产品性能符合本标准;过期产品应经抽检,合格后方能用。
9 使用要求
9.1 面具使用条件
空气中氧气体积浓度不低于18%,温度为-30~45℃,毒气浓度参考表5、表6,不能用于槽、罐等密闭容器环境。
9.2 正确选配面具
9.2.1 使用者应根据其面型尺寸选配适宜的面罩号码。
9.2.2 使用者应根据毒物种类、浓度选好滤毒罐(盒)。
9.3 正确佩戴使用
检查面具的完整性和气密性;面罩密合框应与佩戴者颜面密合;使用中应注意有无泄漏和滤毒罐失效。
附加说明:
本标准由中华人民共和国劳动部提出。
本标准由全国劳动防护用品标准化技术委员会归口。
本标准由北京市劳动保护科学研究所、劳动部劳动保护科学研究所、中国人民解放军57605部队、山西新华化工厂负责起草。
本标准主要起草人程兴仁、张雪丽、孙文杰、腾金山、刘忠华、包国聊、张喜田、李舟。
























