1 主题内容与适用范围
本标准规定了焊接防护服的分类、技术要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于以织物、皮革或通过贴膜或喷涂制成的织物为面料,采用缝制工艺制作的焊接防护服。
2 引用标准
GB 2661 男女单服装
GB 4689 皮革成品物理化学性能试验方法
GB 5455 纺织织物 阻燃性能测定 垂直法
GB/T 12703 纺织品静电测试方法
GB 13640 劳动防护服号型
GB/T 13661 一般防护服
3 分类
焊接防护服分类:
a. 上、下身分离式;
b. 衣裤连体式。
注:均可配用围裙、套袖、披肩、鞋盖等附件。
4 技术要求、
4.1 面、辅材料性能
4.1.1 材料种类
4.1.1.1 面料:
a. 纯棉布;
b. 皮革;
c. 贴膜布;
d. 喷涂布;
e. 其他(碳纤维及玻璃纤维布等)。
4.1.1.2 辅料
a. 纯棉缝纫线;
b. 铁或电木扣钩。
4.1.2 材料一般性能
4.1.2.1 面料
a. 棉织布及其他织物经向断裂强力应不小于911N;纬向断裂强力应不小于411N;
b. 皮革抗张强度;
牛面革>16N/mm2;
猪面革>10N/mm2。
4.1.2.2 缝纫线单线强力不小于800N/50cm。
4.1.3 材料安全性能
4.1.3.1 阻燃性能
焊接防护服的面料应符合以下要求:
a. 续燃时间不大于4s;
b. 阴燃时间不大于4s;
c. 损毁长度不大于100mm。
4.1.3.2 防金属熔滴冲击性能
按附录A(补充件)进行测试其性能应达到:经过15滴金属熔滴冲击后,试验样品温升不超过40K。
4.1.3.3 抗电性
焊接防护服的静电阻抗值不小于0.1MΩ。
4.2 号型
号型尺寸应符合GB 13640的规定。
套袖披肩及鞋盖的尺寸见表1。
表1 mm

4.3 缝制要求
4.3.1 各主要部位允许偏差应符合GB 2661的规定。
4.3.2 针距密度应符合GB/T 13661中6.3的规定。
4.3.3 制衣工艺应采用:
a. 领口、袖口、裤口松紧两用式;
b. 衣袋必须加兜盖,缝合处无褶痕;
c. 扣钩使用金属扣时要为内藏式。
4.4 外观
外观要求应符合GB/T 13611中6.5的规定。
5 试验方法
5.1 棉织物面料检验按GB/T 13661中6.5的规定进行。
5.2 皮革面料的检验按GB 4689的规定进行。
5.3 阻燃性能按GB 5455的规定进行。
5.4 防金属熔滴冲击性能按附录A(补充件)的规定进行。
5.5 抗电性能按GB/T 12703中7.3的规定进行。
5.6 成品的规格和缝纫质量检验按4.2~4.3的规定逐项检验。
6 检验规则
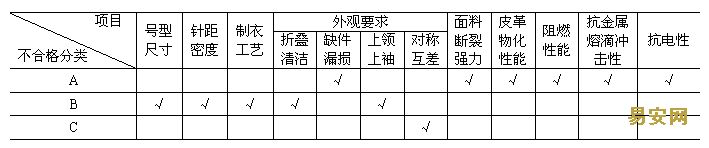
6.1 焊接防护服的检验分为型式检验和出厂检验两类,检验项目和不合格分类应符合表2、表3的要求。
表2 焊接防护服检验项目
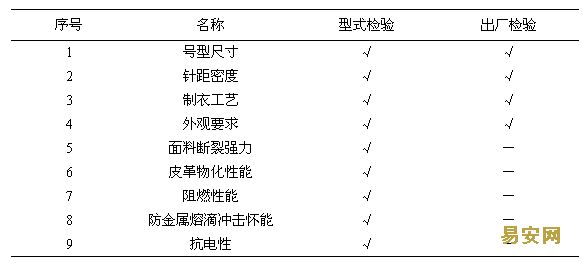
表3 焊接防护服不合格项目分类
6.2 出厂检验按批量进行,以供货批为检查批,也可由厂需双方协商确定。被检焊接防护服应从检查批中随机抽取。
6.3 检验及抽样按GB/T 13661 8.5~8.8的规定进行。
7 标志、包装、运输和贮存
7.1 每件产品需有厂名、商标、号型和检验合格证。外包装上应有厂名、商品名称、货号、数量及出厂日期。
7.2 包装应整齐牢固、数量准确,在产品与外包装间应设防潮隔层;外包装有特殊要求时由供需双方商定。
7.3 产品运输不得损坏包装,要防止日晒雨淋。
7.4 产品应在阴凉、干燥、通风的地方贮存。
附录A
服料防金属熔滴冲击性能测定
(补充件)
A1 原理
测定当金属熔滴垂直冲击试样时,在试样背后传感器温升40K所需的滴数。
A2 试验装置
A2.1 产生金属熔滴的装置(图A1)
使用氧乙炔焊炬熔化金属丝(棒)一端,焊嘴口径1.2mm±0.1mm,金属丝(棒)运动由控制滑轮系统电动机调速。焊嘴中心线与金属丝(棒)垂直,焊嘴口和金属丝(棒)的距离d可调(图A2)。氧和乙炔的供给速率由流量计控制。

图A1 金属熔滴冲击装置原理图
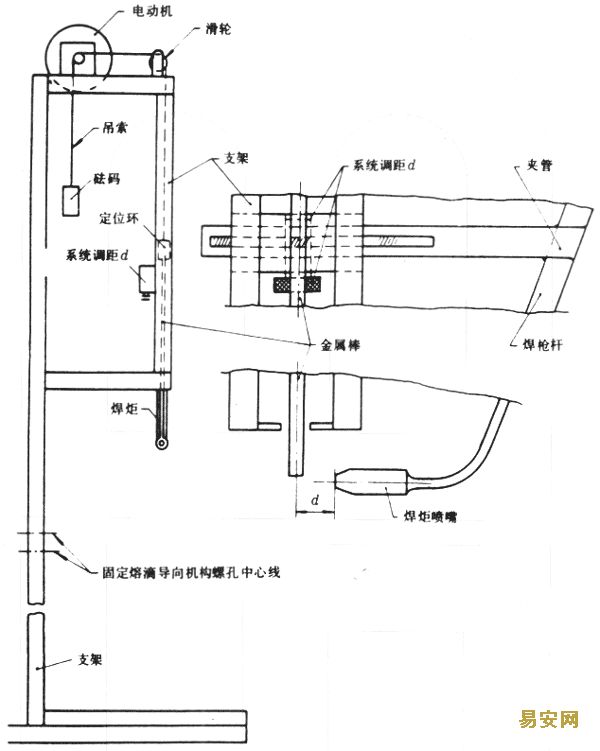
图A2 产生金属熔滴装置
A2.2 熔滴导向机构(图A3)
此机构是用来收集金属熔滴并将其导向垂直放置的试样的机构,它包括涂覆聚四氟乙烯漏斗形导槽和固定它的三维可调支架,导槽相对垂直面成45°倾角,其口径能通过直径为5mm±0.2mm金属丝(棒)。在导槽口加一盖子,不用时盖上。
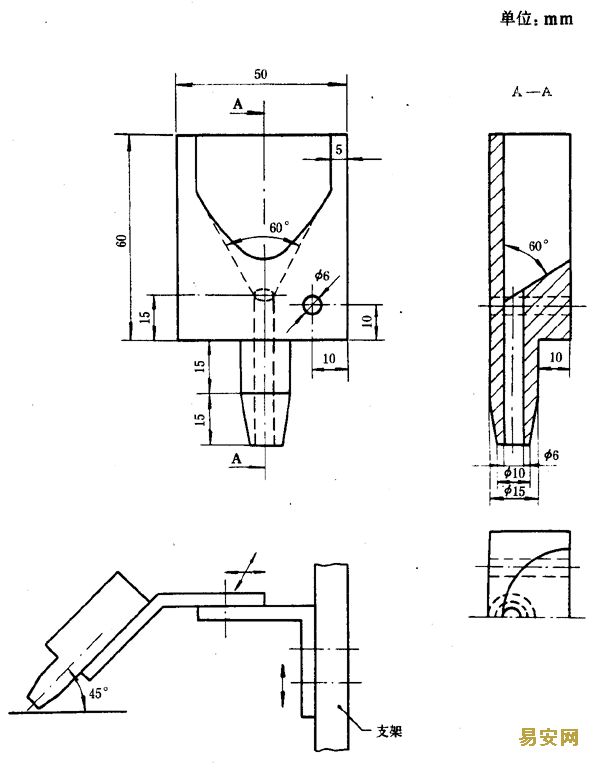
图A3 熔滴导向机构
A2.3 显示报警仪的测温传感器
传感器支座材料是采用耐熔绝缘材料,其热传导率在40℃时,是0.125W/(m·K)±0.015W/(m·K),比热容为1.15J/(g·K),尺寸如图A4。测温传感器可通过凹槽中心附近两孔的导线连接,四边螺栓将传感器支座固定在试样框架上。传感器使用0℃时100Ω,板状,尺寸12.5mm×10mm,聚四氟乙烯涂覆的铂电阻。传感器支座外表面有一凹槽13.5mm×11mm,正好嵌在传感器支座上,其凸出部分是0.5mm±0.2mm用耐热胶粘剂嵌入凹槽,将传感器连在能将电阻变化值转变为温差的电子仪器上,其分辨率为±0.5K。
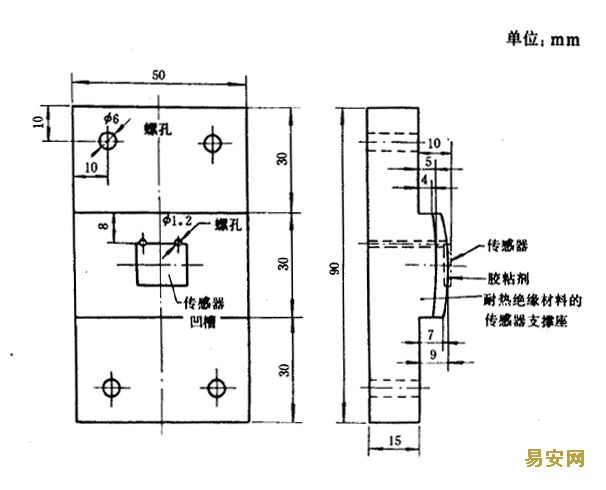
图A4 传感器支撑座
A2.4 试样框架
试样架也起支撑传感器作用。试样由滑轮和砝码拉紧(图A5)。拉紧试样的两边砝码重量为175g±5g或固定试样一端,另一端放以175g±0.5g砝码,试样位置在垂直和水平方向均可调整。

图A5 试样框架
A2.5 金属丝(棒)
金属丝(棒)的线密度ρ=0.5g/cm±0.2g/cm。
A3 试样
从试验布上距边至少50mm处剪下120mm×20mm大小的布块作为试验试样,试样两边各留出15mm,以便能夹持固定试样(图A6)。裁剪至少10个试样,把试样放置在20℃±2℃,相对湿度65%±2%环境下,平衡24h。
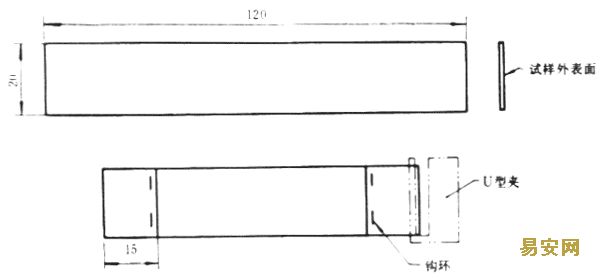
图A6 试样
A4 步骤
A4.1 试验条件
在无其他热源的自然通风房间进行。每次试验的室温变化不应超过±5K,试验前温度传感器(绝热支座)稳定于环境温度±2K。
A4.2 金属丝(棒)的准备与调整
设定电动机速率,以10g/min±1g/min的速率送丝,调整焊炬位置和气流量,以频率f产生熔滴(质量m)。频率的测定是用秒表记录熔化预定数量的金属熔滴所需的时间,第一滴不计算在内。每一滴熔熵的质量及频率测定如下:
m=0.50g±0.03g(用熔化20滴时金属棒前后质量差除以20)
f=20滴/min(±3s)
试验开始时的参数如下:
氧气压力=250kPa
乙炔压力=50kPa
金属丝(棒)到焊炬喷嘴的距离=12mm
焊炬深蓝色火焰芯长度=8mm
采用最低实际气流量将熔滴飞溅危害减少到最小,放置好金属丝(棒)使之处在火焰温度最高点,即使金属丝(棒)正好处在深蓝色火焰芯前头。
A4.3 测定
放置好试样框架以使焊炬喷嘴水平轴线到传感器水平中心线的距离为110mm±10mm,调整金属丝(棒)轴线至传感器(接触试样)表面的距离为60mm±10mm,调整金属丝(棒)轴线至垂直传感器中心轴线(喷嘴对面)的距离为15mm±10mm(图A1)。
使熔滴导槽倾斜45°,保证金属熔滴的收集并使之冲到试样(传感器水平位置上),设定试样外表面至导槽最近端之距离为1.5mm±1mm(图A1)。将试样固定在框架夹持器上,使传感器完全被盖住,由砝码拉紧,要将正面(外表面)朝向熔滴。每次试验,记下熔滴数X,测试试样反面(里面)的温度上升40K。一次试验测试10个样品。
为避免第一滴熔滴造成导槽堵塞(由于上次试验未清除掉的熔滴在焊丝上形成结,使第一滴体积较大),应使用拨棒清除第一滴熔滴,然后再开始进行试验。
A5 结果处理
温升为40K时所用的熔滴数大于15滴为合格。当10个样品的平均值结果在15.0~15.5之间时,需重做一组试验,结果取20个样品的平均值。
A6 实验报告
测试报告应包括下列内容:
a. 试样规格的参数,特别是面密度(g/m2);
b. 注明参照的标准;
c. 每一试样的测试结果及平均值;
d. 观察到异常现象(如:烟、火焰等);
e. 注明试验未按本标准进行的步骤,外加任何可能影响测试结果的情况或是可能加深危害的预兆。
附加说明:
本标准由中华人民共和国劳动部提出。
本标准由全国劳动防护用品标准化技术委员会归口。
本标准由冶金部建筑研究总院负责起草。
本标准主要起草人洪军、白孝良。
























