

























易安网通行证登录
已经在易安网注册的用户请直接登录
没有易安网通行证?
【颁布单位】:
【发 文 号】:
【颁布日期】:
【实施日期】:
【标 题】:
1、 范围
本标准规定了耐酸碱手套(以下简称“手套”)的技术要求、试验方法和标识。
本标准适用于接触酸碱溶液时戴用的防护手套。
2、 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T12624-2006 劳动防护手套通用技术条件
GB 8170 数值修约规则
GB 191 包装储运图示标准
3、 技术要求
3.1外观
手套应无伤痕、气泡、斑点、污渍及其他有碍使用的缺陷。
3.2防护长度
手套防护长度是在手套与酸碱液接触时,能起到有效隔离作用的长度(见图1),应不小于GB/T 12624中表2所列出的对应号型手套的最短长度。
3.3不泄露性
按4.1条进行试验后,应无气泡逸出现象。
3.4耐渗透性
按4。2条进行试验后,应无渗透、龟裂、剥离、溶解,无明显膨胀、收缩和硬化等其化异域常现象发生。
3.5机械性能
制造商应提供手套的机械性能等级,并在每只手套上标注其等级,机械性能包括:
——耐磨性;
——抗切割性;
——抗撕裂性;
——抗穿刺性。
其技术指标应符合表1的要求。
表1 机械性能技术指标
|
性能等级 |
1级 |
2级 |
3级 |
4级 |
5级 |
|
耐磨性(圈) |
100 |
500 |
2000 |
8000 |
— |
|
抗切割性 |
1.2 |
2.5 |
5.0 |
10.0 |
20.0 |
|
抗撕裂性(N) |
10 |
25 |
50 |
75 |
— |
|
抗穿刺性(N) |
20 |
60 |
100 |
150 |
— |
耐酸碱手套的机械性能中耐磨性、抗切割性、抗撕裂性和抗穿刺性等级必须达到1级以上,试验方法见4.3。
4、 试验方法
试验环境温度为23℃±2℃,相对温度为50%~70%。
4.1不泄漏性试验
4.1.1仪器
a)不泄漏性试验装置;
b)秒表。
4.1.2试样
成品手套3副。
4.1.3试验步骤
a)把手套装在闷头上,手套与闷头接合部应密封,不得有漏气现象发生;
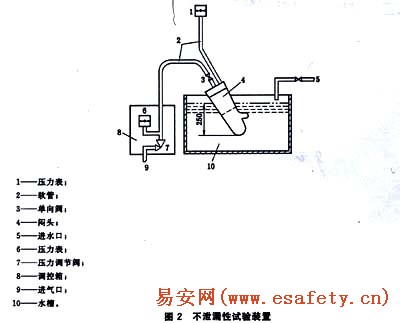
b)将安装好的手套浸在装有水的水槽中,直到手套表面大部分被水浸没(见图2);
c)启动空气泵,调节压力调节阀,使手套内压力达到表2所规定的压力;
d)保持这个压力20s,观察手套表面是否有气泡逸出。
表2手套压力规定
|
手套厚度e |
基准空气压力x |
|
e≤0.3 |
0.5 |
|
0.3<e≤0.5 |
2.0 |
|
0.5<e≤1.0 |
5.0 |
|
e>1.0 |
6.0 |
|
注:手套每浸入100mm深度(从指尖算起),充气压力就在基准空气压力上增加1kpa。例如:厚度e为0.3mm的手套,其浸入深度为250mm,则其充气压力为x+2.5=3.0kpa. | |
记录手套表面是否有气泡逸出,如无气泡逸出,用“通过”表示;反之用“不通过”表示。
4.2耐渗透性试验
4.2.1仪器
a)耐渗透性试验装置(见图3);
b)刻度精确到1mm的量尺;
c)精度为1min的计时器。

4.2.2试验试剂
试验试剂采用浓度为96%的硫酸和浓度为40%的氢氧化纳。
4.2.3试验试样
在手套的手掌、手背和袖筒三个部位上各裁取一块不小于60mm×60mm的试样。3只手套共9块。
4.2.4试样试验
4.2.4.1试验准备
在试剂溶液中滴加少许0.2g/mL的亚甲蓝或结晶等色素进行着色。
4.2.4.2第一次试验
a)用橡皮筋或带子将试样包扎在玻璃管的一端上,再将被包扎一端的玻璃管放在垫有滤纸的玻璃板上;
b)沿玻璃管内壁用吸管注入液位高10mm的试剂,使试剂在试样上保持30min;
c)检查滤纸是否被试剂中的色素染上颜色。检查经洗净干燥后的试样表面有无龟裂、剥离、溶解和其他异常现象发生。
4.2.4.3第二次试验
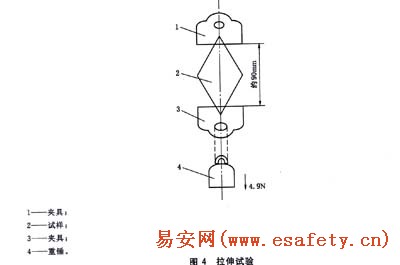
将第一次试验合格的试样按图4所示进行拉伸试验。拉伸力为4.9N(包括下方夹具的自重),保持10min,检查试样有裂纹、断裂和其他异常现象发生。
4.2.4.4第三次试验
将第二次试验合格的试样再按4.2.4.2条规定进行一次试验,但试剂在试样上保持的时间减少为15min。
4.2.5成品试验
a)把1副成品手套在试齐中浸渍30min,浸渍到距离手套防护长度5mm处;
b)然后不擦旧附着的试剂,将手套悬挂24h进行自然干燥;
c)重复以上试验三次;
d)把手套清洗干净,戴到手上,进行30次握紧放松动作后,用目测法检查各部位有无明显膨胀、收缩、硬化等异常现象。
4.2.6试验结果表示
通过
4.3机械性能试验
4.3.1耐磨性试验
4.3.1.1原理
手套试样在一定压力下与标准磨料按李莎茹(Lissajous)曲线运动轨迹进行相互摩擦,测定试样出现破损小洞的摩擦圈数。
注:可参照马丁代尔耐磨仪。
4.3.1.2磨料
NO.600水砂纸。
4.3.1.3试样
a)从4只手套上取4块直径为40mm的圆形试样;
b)将试样放在试验环境中调湿24h。
4.3.1.4试验步骤
a)试验前,仪器应正确调整和保持清洁。
b)剪取与试样同样数量的14cm×14cm的方形NO.600水砂纸。
c)将试样放入试样夹内,在试样和试样夹头塞块之间垫一片试样垫片,然后旋紧试样夹,每只试样夹中的试样应受到同样的张力。
d)将毛毡和磨料放在磨台上,把压锤放在磨料上,然后放上压环旋紧螺母,使压环把磨料固定在磨台上,并使每个磨台上的磨料受到同样的张力。
e)把磨头放在磨台上,芯轴穿过导板轴孔插在磨头上,所受压力负荷为9kpa±0.2kpa。
f)计数器置零,然后启动仪器,试样与磨料间产生相互摩擦。当试样被破坏,出现小洞时的圈数即为摩擦圈数,取下该试样。在此过程中应经常停机,观察试样磨损情况,并用柔软的毛刷刷去试样及磨料表面的碎屑。
g)每做一个试样换一次砂纸。
注:1试样垫片:聚氨酯泡沫塑料,单位体积质量0.04g/cm3,厚度为3mm,剪成和试样同样的尺寸,每做一次试验换一块新垫片。
注:2试验用毛毡:单位面积质量578/g/m2~678g/m2,厚度为1.8mm,毛毡可连续使用,直到殘破或被污染再予更换。
4.3.1.5试验结果计算与表达
a)样品的耐磨性以至少4块试样的耐磨圈数的算术平均值表示;
b)计算精确至0.1圈,再按GB8170修约到整数。
4.3.2抗切割性试验
4.3.2.1原理
手套试样在规定的负荷下作往复运动,同时被逆向旋转的圆形刀片切割。
4.3.2.2试验设备
试验设备如图5和图6所示,包括以下部分:
a)一个圆形旋转刀片水平往复运动的测试台。水平运动距离为50mm,并且刀片的旋转与其运动方向完全相反。产生的刀片最大正弦切割速度的最大值为10cm/s。
b)加在刀片上质量块产生5N±0.05N的压力;
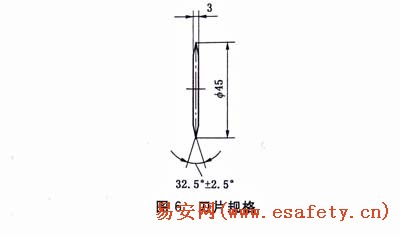
c)圆形刀片直径为45mm±0。5mm,厚度为3mm±0.3mm,总切割角在30°~35°之间(见图6)。刀片为钨钢所制,硬度在740HV~800HV之间;
d)放置试样的导电橡胶(硬度80IHRD±3IHRD)支撑架;
e)如图5所示的试样夹持框;
f)检测割穿时刻的自动装置系统;
g)校准精度为0.1周的周数计数器。

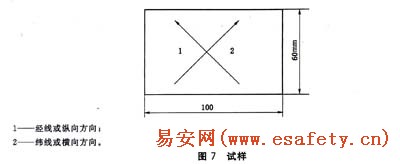
4.3.2.3试样
从2只手套上取2个试样,每个试样为宽60mm±6mm,长100mm±10mm的长条,由斜裁取得,如图7所示。
4.3.2.4比对试样
比对试样的尺寸与测试试样一样。比对试样为棉帆布,其要求如下:
a)经向拉伸强力:1400N;
b)纬向拉伸强力:1000N;
c)单位面积质量:540g/m2;
d)厚度:1.2mm。
对着经向斜裁比对试样。
4.3.2.5试验步骤
在像胶垫上放一张大约0.01mm厚的铝箔,其上覆盖一张65g/m2±5g/m2且不超过0.1mm厚的滤纸。该纸的目的是为了在测试中固定试样,同时避免检测到由于某些试样中存在钢丝或薄针织物结构间的缝隙而导致的意外割穿。在夹持框中比对试样应不受张力放在铝箔上。
夹持框固定于台上。手臂控制刀片下降至比对试样上。
试验前按如下所述检查刀片的锋利程度:在比对试样割穿时,记录周数为C。如果预期的性能等级小于3,则周数应在1~4之间;如果所预期的性能等级等于或大于3,则周数应在1~2之间;如果周数少于1,应通过在3层比对织物或任何合适的抗切割材料上进行切割移动来降低刀片的锋利程度。
试样用同样方法进行试验,并记录周数T。
每个试样进行5次试验,每次试验按照下列顺序进行;
a)在比对试样上试验;
b)在试样上试验;
c)在比对试样上试验。
如果结果处于两个性能等级之间试验应用新的刀片重新进行,记录最低的平均值。
4.3.2.6试验结果的计算
结果应按表3列出。
表3试验结果
|
顺序 |
比对试样C |
试样T |
比对试样C |
指数I |
|
1 |
C1 |
T1 |
C2 |
i1 |
|
2 |
C2 |
T2 |
C3 |
i2 |
|
3 |
C3 |
T3 |
C4 |
i3 |
|
4 |
C4 |
T4 |
C5 |
i4 |
|
5 |
C5 |
T5 |
C6 |
i5 |

4.3.3抗撕裂性试验
4.3.1.1原理
抗撕裂性是在一矩形手套试样上撕裂所需的力,矩形试样事先被沿着其长度方向切开一半长度的切口。
4.3.3.2设备
配备有低惯性力测量系统的拉力试验机。
4.3.3.3试样
a)试样尺寸如图8所示。试样尺寸为(100±10)mm×(50±5)mm。在试样纵向距边缘25mm±2.5mm处切一50mm±5mm长的切口。切口的最后1mm应使用锋利的新刀片切割笔直,并与试样表面垂直。
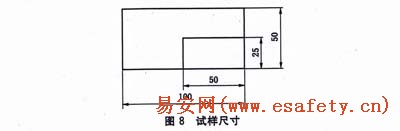
b)相同4只手套各取一个试样进行试验。
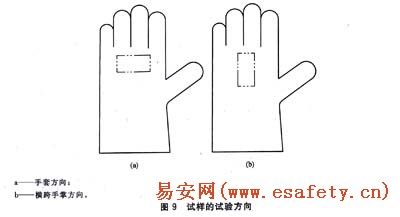
c)两个试样应以手套方向即从袖筒至指尖方向试验,别两个试样应以横跨手掌方向试验(见图9)。
4.3.3.4试样安装
每一经预切割而成的细条应至少有20mm的部分由拉力试验机的夹具夹持,夹具间的距离至少应有10mm,以保证拉力方向与试样纵向平行(见图10)。
4.3.3.5试验步骤
a)撕裂力用X-Y记录装置记录。拉伸速度为100mm/min±10mm/min。试样应完全被撕裂为两半。
b)如果试样在超过75N的力时还没有被完全撕裂为两半,则试验可以停止,然后记录所达到的最大的力。
c)每个试样的抗撕裂性取记录的最高峰值。
4.3.3.6试验结果表示
等级则按4个值的最低值的确定。
4.3.4抗刺穿性试验
4.3.4.1原理
抗刺穿是用一规定尺寸的钢钉刺穿固定于夹具上的手套试样所需的压力来表示的。
4.3.4.2设备
设备包括以下部分:
a)一台量程从0N至500N的低惯性压力器具,
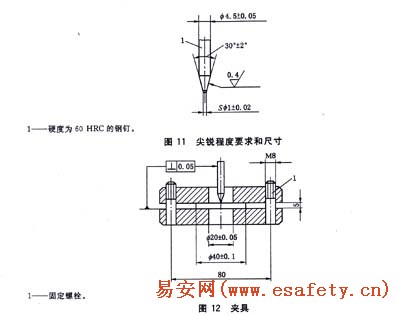
b)一个中心位于器具轴线上的钢钉,尖锐程度要求和尺寸如图11所示;
c)一个中心与器具轴线重合,用以夹持试样的夹具。具体如图12所示。
4.3.4.3试样
从4只手套上取4块直径为40mm的圆形试样。
4.3.4.4试验步骤
a)将试样外表面对着钢钉,固定在夹具中央;
b)将钢钉以100mm/min±10mm/min的速度向下移动,直到试样延伸至50mm处。不论试样是否刺穿,记录最高力值;
c)每次试验的钢钉外形和尺寸应符合图11的要求,对于大部分材料,建议至少使用500次检测一次钢钉。
4.3.4.5试验结果表示
性能等级由记录的最低值确定。
5标识和包装
5.1标识
手套的标识应满足GB/T12634—2006中第6.1条的一般要求。每只手套上必须有明显且持久的标识,内容包括:
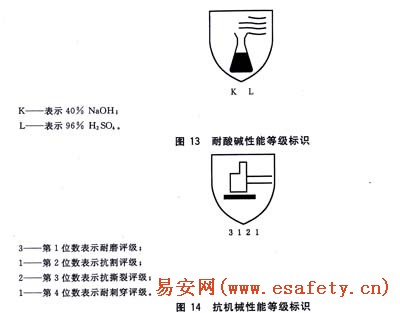
a)耐酸碱性能等级标识,如图13所示;
b)抗机械性能等级标识,如图14所示;
c)手套号型;
d)制造厂名或商标;
e)制造年份、月份。
5.2包装
产品应有合适的包装,并且必须附有产品合格证、使用说明书。包装箱运输标识应符合GB191的规定。
责任编辑 :杨洁 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
分享或转发本文
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994