
























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
异丙苯法制备苯酚、丙酮是目前世界上获得苯酚、丙酮的主要技术路线,从
20
世纪
50
年代开始工业化到目前为止,世界上约
90
%的苯酚来自该路线,在世界苯酚工业中占主导:地位,
2002
年世界苯酚产能约为
720
×
104t
/
a
,其中
91
%采用异丙苯法。
我国采用异丙苯法制备苯酚、丙酮始自
20
世纪
60
年代中期,国内第一套万吨级异丙苯;法苯酚丙酮装置于
1970
年在燕化公司建成投产,
1986
年国内首套引进技术
8
×
104t
/
a
异丙苯;法苯酚丙酮装置在燕化公司建成投产,成为当时国内最大的苯酚丙酮生产装置。目前国内
酚丙酮主要生产厂家有燕山石化、高桥石化、华宇石化、吉林石化、广州建涛集团,所采用的工艺路线都是异丙苯法制备苯酚、丙酮。随着技术的不断发展、进步,苯酚丙酮装置生产规模不断扩大,目前国内单套装置最大产能为燕化公司
16
×
04t
/
a
苯酚丙酮装置,国内正在筹建的单套装置最大产能为
20
×
104
/
a
。德国
Ineos
苯酚有限公司以生产能力为
62
.
0
×
104t/a
为世界之最。
随着催化剂和生产工艺的发展,大多数生产装置制取异丙苯工艺已从传统的
A1C13
法转为固体磷酸或沸石催化法,我国四大生产厂家和正在筹建的生产装置皆采用后者。目前较先进的异丙苯制备苯酚工艺是
Allied
/
UOP
工艺,由美国
UOP
公司和美国联合化学公司共同开发,全球已有
11
家苯酚生产厂家采用该工艺。
目前,世界许多生产厂家纷纷对苯酚的生产技术进行改进和开发新的生产工艺。通过对成熟的异丙苯制备苯酚工艺中催化剂和
CHP
分解、苯酚精制两个工艺的研究,朝着工艺路线更短,经济效益更好的方向发展。
二、重点部位及设备
(
一
)
重点部位
1
.烃化、转位烃化反应系统
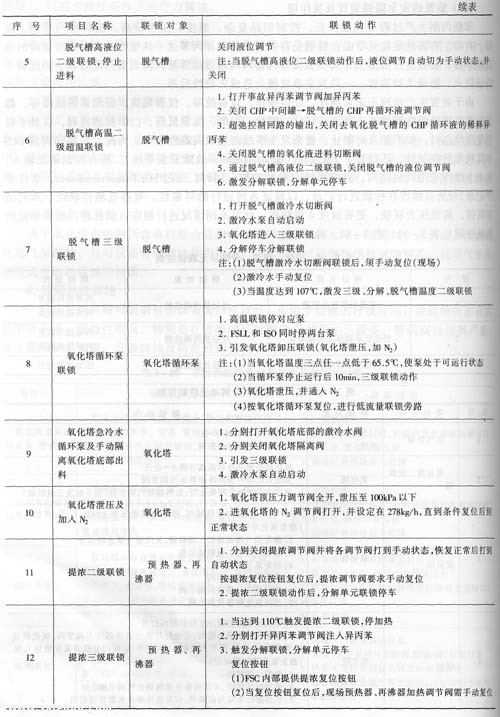
从图
3
—
8
可以看出,烃化反应系统主要由苯加料泵、循环塔、干苯罐、进料换热器、烃化反应器、苯烯混合器、丙烯储罐、丙烯加热器、丙烯加料泵、外循环换热器、外循环泵、转位烃化反应器、二异丙苯储罐、二异丙苯泵、进料混合器、进料预热器组成。反应温度较高为
160
℃,压力高为
3
.
1Mh
,一旦出现飞温,易造成超温超压情况,造成设备泄漏,引发着火爆炸。
2.
氧化反应系统
从图
3
—
9
可以看出,氧化反应系统主要由氧化器加料泵、氧化进出料热交换器、压缩机、空气碱洗塔、氧化反应器、氧化器循环泵、循环冷却器、脱气槽、废空气冷却器、废空气交换器、废空气深冷器、活性炭吸附器组成。由于过程产物过氧化氢异丙苯
CHP
存在着热不稳定性,遇热易分解,分解放出大量热又加速热分解反应的进行,和碱分解一样,不仅造成生产过程
CHP
的损失,也会使系统温度升高,同时伴随着系统压力升高,对安全生产影响极大。而且在生产过程中热分解比碱分解更普遍,危险性也更大,应予以高度重视。同时,
CHP
遇酸产生酸分解,生成苯酚和丙酮,苯酚是异丙苯氧化反应的抑制剂,系统中含量过高会造成反应终止,在生产过程中曾经发生。
CHP
遇碱产生碱分解,生成副产物苯乙酮、二甲基苄醇造成生产过程
CHP
的损失,分解放热量使系统温度升高;
CHP
在可变价金属离子引发下可产生分解生成二甲基苄醇等副产物,如二价铁离子等。在氧化反应过程中,许多副反应产生有机酸,会对设备产生腐蚀作用,严重时造成系统泄漏,也是应予以特别关注。
3
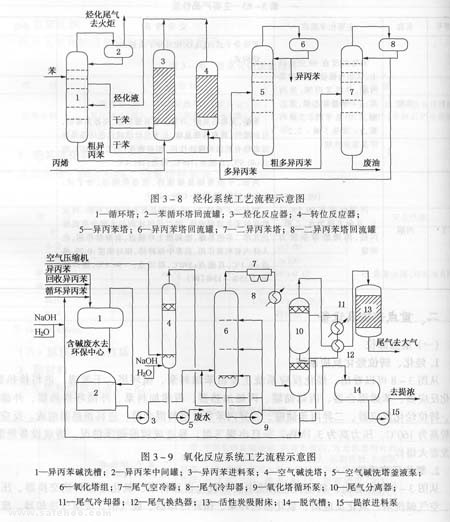
.提浓工序
从图
3
—
10
可以看出,提浓系统由提浓进料泵、预闪蒸进料加热器、预闪蒸分离器、第一异丙苯汽提塔再沸器、第一异丙苯汽提塔塔底泵、第二异丙苯汽提塔、第一异丙苯汽提塔冷凝器、异丙苯汽提回流槽、第二异丙苯汽提塔、第二异丙苯汽提塔冷凝器、塔釜由第二异丙苯汽提塔再沸器、第二异丙苯汽提塔塔底冷却器、第二异丙苯汽提塔塔底槽、异丙苯汽提回流槽、异丙苯泵组成。提浓过程的主要危险性是
CHP
的热分解,特别是两个提浓再沸器易发生
CHP
局部的过热,加剧热分解。同时,应特别关注提浓液的冷却,即第二异丙苯汽提塔塔底冷却器效果,严防冷却水未开或冷却效果不好时,造成
CHP
的热量积累,发生恶性热分解事故。
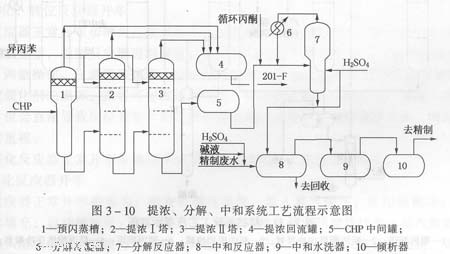
4
.分解工序
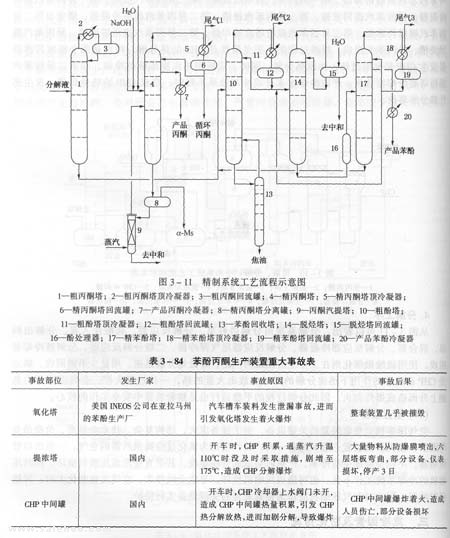
从图
3
—
11
可以看出,分解系统由分解进料泵、分解反应器、硫酸注入泵、分解出料泵、混合器、分解反应器冷凝器、分解反应器尾气深冷器、二级分解反应器、分解液冷却器组成。使用硫酸做催化剂在工业上应用最为广泛,好处是分解迅速,用量少不需回收,缺点是
CHP
在硫酸的作用下迅速分解的同时也放出大量的热,一旦过程失控,会因温度压力急剧上升而造成爆炸起火,因此分解过程的平稳运行也是整套装置中安全工作的核心。
(
二
)
重点设备
空气压缩机是整套装置的关键设备,由于设备庞大,结构复杂,技术含量高,价格昂贵等因素,故大多数装置一般只配备一台,其作用是为氧化反应提供所需的空气。一旦出口管线堵塞,不但会造成全线停车,严重时会造成管线爆裂,甚至直接造成压缩机损坏。同时压缩机的冷却系统工作不良,也可造成压缩机损坏,导致全线停车,空气流量变化大时,可能引起喘振,因此对空气压缩机应作为整套装置的关键设备实行特护。
三、危险因素及防范措施
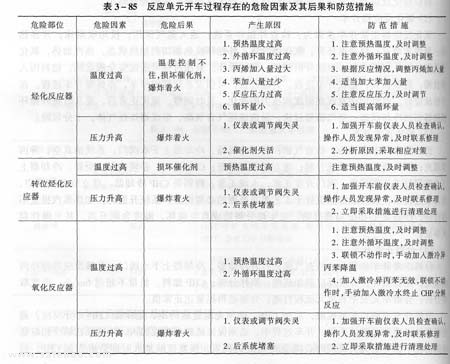
苯酚丙酮生产装置由于它的工艺特点决定了生产过程是在一定的温度、压力下进行,一些生产单元始终处于高温高压下进行,物料大部分为易燃、易爆,有毒、有害的化学危险品,甚至为甲类化学危险品。生产过程中各种事故不断发生,其中有人的因素,有设备因素,有技术因素等等。虽然采取了许多技术措施,但也发生了一些重大恶性事故,其后果是及其严重的,见表
3
—
84
。
(
一
)
开停车时危险因素及其防范措施
1.
开车时危险分析和防范措施
开车时,各种物料、催化剂、水、电、汽大量引入装置,物料从原有状态被升温加热,各项工艺参数发生较大变化,伴随着各种化学反应的进行物料的组成发生较大变化,是较易发生事故时刻。据北京某石化公司
1969
~
1994
年事故统计,发生在开车阶段事故
36
起,苯酚装置的开车阶段事故两起,特别是发生在
1974
年的事故,造成死亡
13
人,重伤
5
人,轻伤
17
人,部分厂房、设备损毁的严重后果。
首先,在开车初始阶段,拆除盲板恢复流程过程中,易出现垫片上歪,螺栓不紧、倒淋阀未关,甚至出现设备、管线未恢复现象。易造成开车过程发生跑料事故。其次,易发生错开、错关阀门现象,造成窜料、引发事故。系统物料置换阶段,易发生跑料、窜料事故。
开车过程各个环节环环相扣,不但要建立好物料平衡,还要建立好热量平衡,过程复杂,各阶段易发生事故分析如下:
(1)
烃化、转位反应器开车
烃化反应器正常开车步骤为:使用氮气进行气密试验;拆除盲板;物料预热;反应器充填苯;调整预热器,控制反应器进料温度;反应器充填完毕后,全开出口阀,关闭旁路阀;丙烯投用;调整操作。在调整预热器,控制反应器进料温度过程中,易发生超温超压现象,轻者可造成催化剂的损坏,重者可导致过程失控,引发爆炸着火事故发生。同时,不合适的苯丙烯比,也会直接导致反应发生升温,损坏催化剂,导致着火爆炸事故发生。因此,要特别予以高度重视。
转位烃化反应器正常开车步骤与烃化反应器大体相似,危险程度略小。
(2)
氧化反应器开车
氧化反应器正常开车步骤为:检查外循环系统;通入氮气保压;投用吸附床;开预热器;异丙苯填充;启动循环泵;氧化塔升压;外循环换热器切到加热状态,蒸汽加热,氧化塔升温;加入压缩空气;根据分析结果,调整操作。升压过快可造成安全阀起跳,物料泻人事故槽,造成损失,延缓开车进程。升温过快,可引发系统联锁停车,亦延缓开车进程。在开始反应后,要特别注意观察温度和压力的变化,及时调整,温度正常后,要及时将外循环,换热器切回冷却状态;空气提量过快,易造成尾气含氧高,形成爆炸性气体,十分危险。
(3)
提浓正常开车
提浓正常开车步骤为:检查气密;打开冷凝器、冷却器上下水阀门;系统抽真空;异丙苯填充;预热器投用;系统升温;建立异丙苯回流;
CHP
进料。必须确保冷凝器、冷却器上下水阀门处于正常状态,阀门开度正常,水流正常,特别是
CHP
冷却器。建立良好的真空,是开车过程中,确保系统温度处于工艺要求范围的必要保证。系统升温时,加热蒸汽提量不得过快,严防发生
CHP
局部过热,发生热分解造成真空破坏,温度急剧升高,甚至爆炸起火事故。
(4)
分解正常开车
分解正常开车步骤为:检查气密;打开冷凝器、冷却器上下水阀门;分解反应器循环丙酮填充;建立循环;分解反应器加硫酸;取样分析;
CHP
加料,流量不超过
6m3
/
h
;再次取样分析;分解单元去中和单元流程打通;分解进料提量达正常值。
分解开车原则:先加硫酸,后加
CHP
。必须先配置酸丙酮,是保证
CHP
充分反应,避免积累的必要和关键的手段。开车过程中,必须保证硫酸的有效加入,特别是在缺少相应联锁的情况下,一旦失去硫酸则必将造成
CHP
的积累,恢复硫酸加入时即造成先加
CHP
,后加硫酸的局面,此时,大量
CHP
瞬间分解,释放出大量热,必将造成温度、压力骤升,发:生爆炸着火的恶性事故。
(5)
精制开车
精制正常开车步骤为:确定工段机电仪处于可用状态,同时公用工程已投用;向脱烃塔补入软水建立循环;塔系统抽真空;引入分解液粗丙酮塔开车;粗丙酮塔基本稳定后,打开精丙酮塔进料阀开车;粗丙酮塔釜液向粗苯酚塔进料,粗苯酚塔和苯酚回收塔开车;粗苯酚塔基本稳定后向脱烃塔进料;开精苯酚塔;投用酚处理器;调整全系统至稳定改向产品罐采出产品。在开车初始阶段,发生过倒淋阀未关,造成开车过程发生跑料事故。其次,易发生错开、错关阀门现象,造成窜料、引发事故。
(6)
加氢反应器开车
加氢反应器正常开车步骤为:氮气升压;反应器充填异丙苯;建立异丙苯循环;反应器:通入氢气;反应器接收轻油;调整操作。在调整预热器,控制反应器进料温度过程中,易发生超温超压现象,轻者可造成催化剂的损坏,重者可导致过程失控,引发爆炸着火事故。装:填催化剂后初次开车要进行催化剂还原活化,活化过程要严格控制氮气中氢气的浓度在
20
%
-25
%,氢气浓度过高会造成飞温,损坏催化剂。
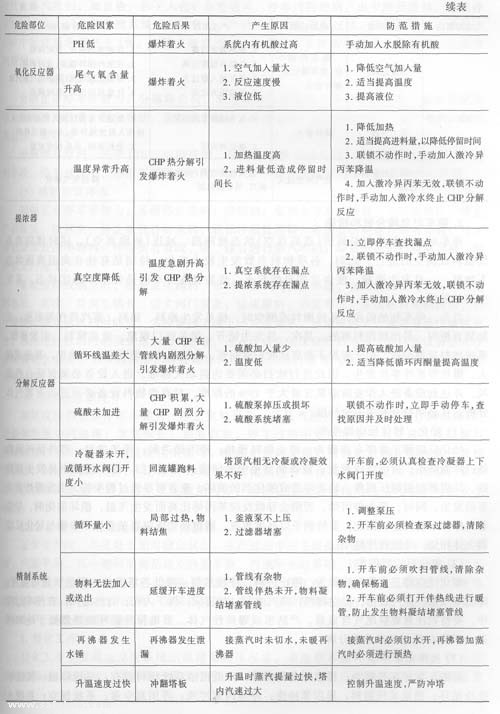
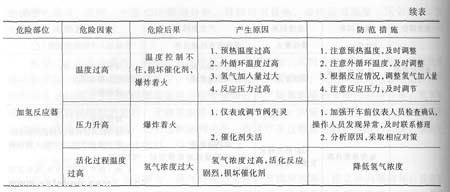
综上所述,现将反应单元开车过程存在的危险因素及其后果和防范措施汇总于表 3 — 85 ;
2
.停车时危险分析和措施
停车时,物料从高温高压
(
或高真空
)
状态被降温、减压
(
解除真空
)
,同时伴随着系统撤料或倒空的进行。此刻,各项物料参数发生较大变化,特别是有些在高温高压状态下物料,一旦发生泄漏,便会立即自燃起火,故装置在停车时是处于不稳定状态,易发生事故阶段。
首先,停车初始阶段,系统撤料或倒空时,极易发生跑料、窜料,蒸汽烫伤等事故。在加装盲板时,易出现跑料事故。其次,易发生错开、错关阀门现象,造成窜料、引发事故。系统物料置换阶段,由于置换不彻底或吹扫时间短,为检修施工埋下不安全隐患,易造成起火、爆炸等恶性事故发生。因此进行吹扫必须要达到动火标准,进入设备必须保证自然通风,并达到设备进人作业所需氧含量大于
19
%的标准,对有毒物料设备必须进行有害气体分析,且必须符合有关安全标准。
(1)
烃化、转位反应器停车
烃化反应器正常停车步骤为:停止物料预热;停丙烯进料;停苯进料;停外循环换热器;降温降压;拆倒空线盲板;设备倒空至中间储罐;设备吹扫。停车过程中易发生预热
器、反应器超温超压现象,轻者可造成催化剂的损坏,重者可导致过程失控,引发爆炸着火事故发生。同时,要先停丙烯,否则会导致反应苯丙烯比高而发生飞温,损坏催化剂,导致着火爆炸事故发生。因此,要特别予以高度重视。转位烃化反应器正常停车步骤与烃化反应器大体相似,危险程度略小。
(2)
氧化反应器停车
氧化反应器正常停车步骤为:停止进料;停预热器;降低各塔液位;降低氧化塔温度;降低空气量;氮气置换;撤空物料;蒸汽吹扫;加盲板;拆下人孔;自然通风。在停车过程中,要特别注意观察尾气含氧量,严防形成爆炸性气体。要确保外循环换热器处于冷却状态,严防
CHP
过热发生热分解。
(3)
提浓正常停车
提浓正常停车步骤为:提浓降负荷操作;降低提浓系统物料盘存;系统降温;提浓系统冷循环;提浓系统撤料;异丙苯冲洗;停异丙苯冲洗;停用真空泵;系统倒空;系统水冲洗;蒸汽吹扫;加盲板;拆下人孔;自然通风。停车过程初期,由于降低进料,造成停留时间上升,因此要注意系统温度的变化,严防发生
CHP
局部过热。异丙苯冲洗必须保证
CHP
中间储罐浓度低于
1
%。解除系统真空时,必须保证系统所有热源全部关闭,且无蒸汽泄漏。
(4)
分解正常停车
分解正常停车步骤为:分解降负荷;异丙苯冲洗进料线;手动联锁停车;解除系统真空;丙酮冲洗管线;倒空残酸;重新建立循环;取样分析;强制撤料倒空;蒸汽吹扫;仪表风置换;加盲板。
分解停车原则:先停
CHP
,后停硫酸,是保证
CHP
充分反应、避免积累的必要和关键的手段。停车过程中,必须保证硫酸的有效加入,一旦失去硫酸则必将造成
CHP
的积累。
(5)
精制正常停车
精制正常停车步骤为:各塔停止进料;降加热;塔顶全开水阀降温;全回流操作;停止产品采出;破真空;停止系统各处来料;联锁停酚处理器;各塔釜物料返分解液储罐;打开各低点排放排净物料;排净所有管线、塔、罐后进行蒸汽吹扫;联系分析进行检测合格,加盲板交付施工。
系统撤料或倒空时,极易发生跑料、窜料,蒸汽烫伤等事故。在加装盲板时,易出现跑料事故。其次,易发生错开、错关阀门现象,造成窜料、引发事故。系统物料置换阶段,由于置换不彻底或吹扫时间短,为检修施工埋下不安全隐患,易造成起火、爆炸等恶性事故发生。因此进行吹扫时必须要达到动火标准,进入设备必须保证自然通风,并达到设备进入作业所需氧含量大于
19
%的标准,对有毒物料设备必须进行有害气体分析,且必须符合有关安全标准。
(6)
加氢反应器停车
加氢反应器正常停车步骤为:停止物料预热;停氢气进料;停轻油进料;降温降压;设备倒空至中间储罐;氮气保护;加装盲板。停车过程中要防止空气大量进入反应器与催化剂进行氧化反应,造成催化剂损坏。卸催化剂时必须进行钝化处理,即在氮气置换合格后,向反应器内通人一定比例的氧气对催化剂进行氧化反应,使之失去活性。要根据床层温度调整空气量,直至反应放热为零。未钝化完全的催化剂遇空气和水可能发生燃烧。
(
二
)
正常生产时危险分析和防范措施
正常生产时,系统处于相对稳定状态。生产过程中的主要操作是搞好物料平衡、热量平衡、汽液平衡,其中物料平衡是建立热量平衡、汽液平衡的基础。这三大平衡的建立是动态的,在不断调整过程中受工艺、设备、仪表可靠度、公用工程、参数调整及人员操作水平等因素影响,会存在暂时的失衡,如果不能及时恢复,便会朝着坏的方向发展,威胁到装置的安全生产,甚至酿成严重恶性事故。
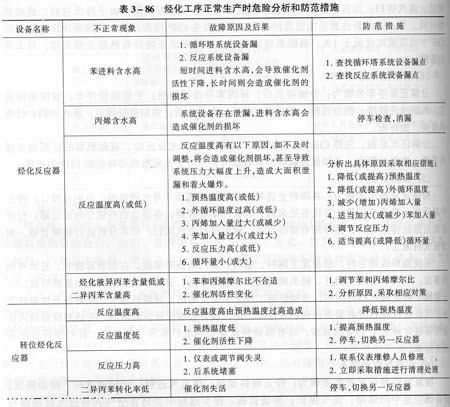
1. 烃化工序
烃化工序主要防止反应系统出现超温超压现象,要注意苯循环泵冷却油温,防止发生抱轴损坏机泵事故,进而造成系统停车。本工序正常生产时危险分析和防范措施见表
3-86
。
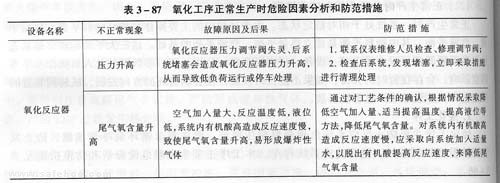
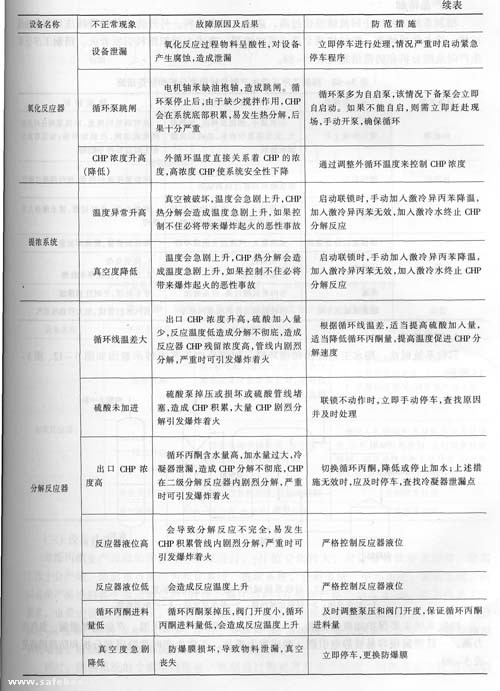
2
.氧化工序
氧化、提浓、分解系统主要防止
CHP
积累,
CHP
过热分解,
CHP
接触酸分解。任何时候不得将硫酸倒人设备或地漏。防止尾气氧含量过高形成爆炸性混合气体。防止设备腐蚀而大面积泄漏。本工序正常生产时危险因素分析和防范措施见表
3
—
87
。
3
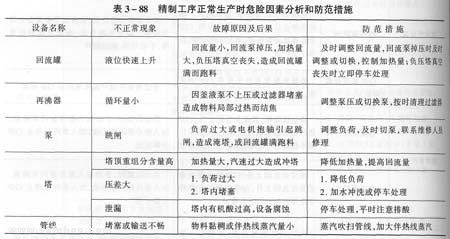
.产品精制
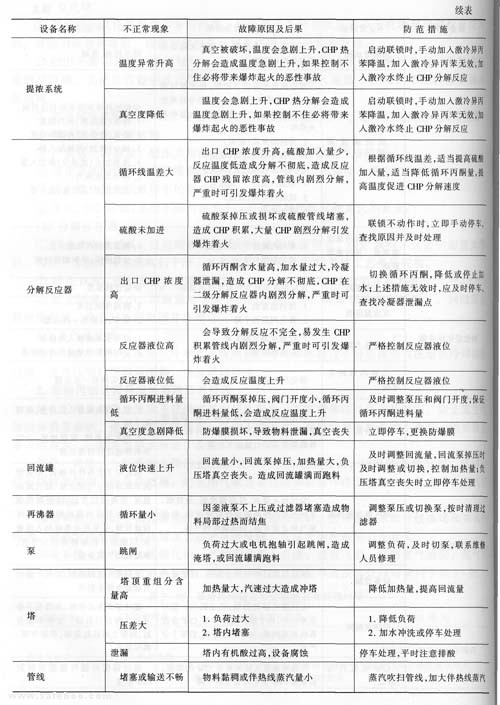
精制系统主要防止回流罐液位过高,造成大面积跑料。另外防止苯酚管线冻堵和焦油冻堵、设备管线堵塞,管线堵塞会造成系统泄漏,造成大面积跑料引发着火。精制工序正生产时危险分析和防范措施见表
3
—
88
。
4
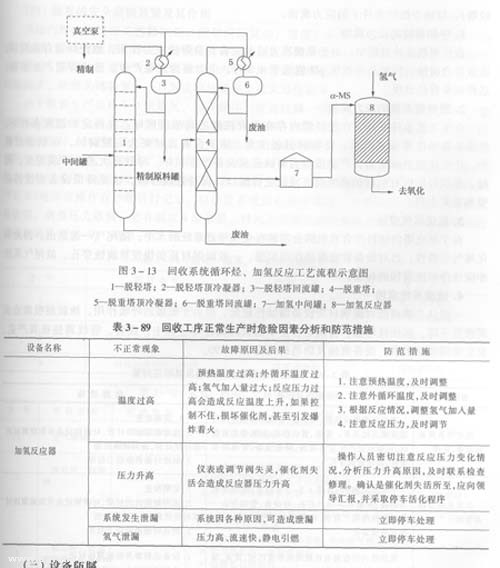
.回收工序
回收系统碱洗、酚水工艺流程和循环烃、加氢反应工艺流程示意图如图
3
—
12
、图
3-13
所示。
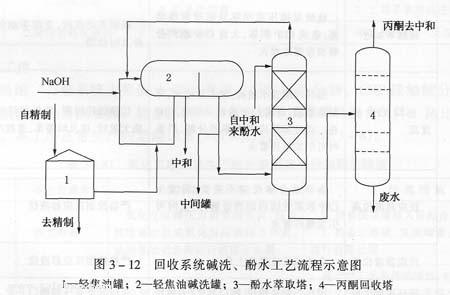
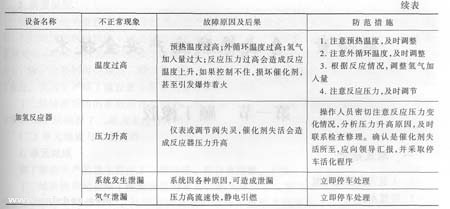
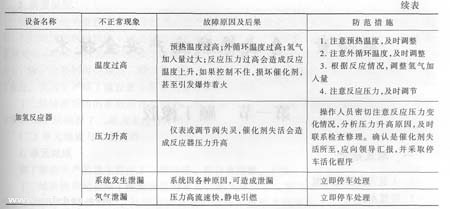
回收系统主要保护加氢催化剂,严防空气进入系统,造成飞温。严防氢气泄漏,氢气压力高,一旦泄漏很容易被静电引燃,酿成重大事故。正常生产时危险因素分析和防范措施见表
3
—
89
。
(
三
)
设备防腐
苯酚丙酮生产过程始终伴随着酸碱进行,
pH
值变化较大,对设备材质要求较高,防腐工作十分严峻。防腐重点部位为氧化系统、提浓系统、分解系统、中和系统、精制系统,所以必须严格控制各个重点部位的
pH
值。氧化塔的
pH
值要严格控制在
4
—
6
,这不但是工艺要求,也是设备防腐的要求。中和反应器的
PH
值要严格控制在
4
.
5
—
5.5
以上,洗涤后的分解液
pH
值要严格控制在
6
.
0-6
.
2
左右,分解液
pH
值过高,会因钠离子浓度高,造成精制系统堵塞,过低则对精制系统产生较大的腐蚀。
同时,精制系统的个别塔的塔板,在制造过程要进行应力处理,消除或减少应力
(
如脱烃塔
)
。以减少酸性条件下的应力腐蚀。
1.
中和系统的应力腐蚀在长周期运转过程中,由于系统压力以及设备自身焊缝应力作用,致使焊道存在裂纹造成应力腐蚀,特别是当系统
pH
值低于
4
.
5
时,应力腐蚀现象严重,造成焊道产生渗漏,这种现象曾经出现。
2
.脱烃塔系统的应力腐蚀
由于工艺条件所致,在脱烃塔内存在着有机酸的高浓度区域。在特定的温度条件下,对设备腐蚀作用极其严重,要特别引起注意。除了设备选材要为耐酸腐蚀,在制造过程中,还要注意消除应力,严防因应力腐蚀造成设备严重损坏,导致重大恶性事故发生。同时,在脱烃塔内有机酸的高浓度区域设立排酸口,保持连续排酸,也是降低设备腐蚀的必要和重要手段。
3
.氧化尾气腐蚀
由于氧化塔内物料所含有机酸会溶解在空气带进系统的水中,随尾气一起蒸出。因此氧化尾气呈酸性,且对设备管线腐蚀作用较强。一般碳钢材质很快便被腐蚀穿孔,故尾气系统亦应选择耐酸腐蚀的材质。
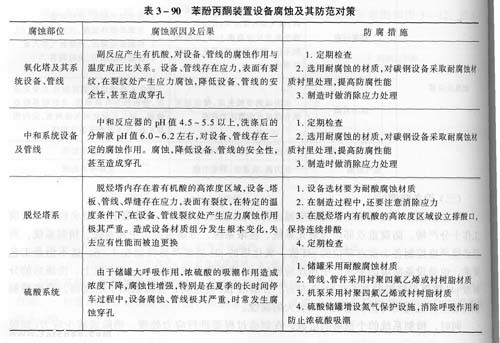
4.
硫酸系统腐蚀
一般认为浓硫酸对碳钢材质设备腐蚀性较低,但由于储罐的呼吸作用,浓硫酸吸潮造成其浓度下降,腐蚀性增强,特别是在夏季的长时间停车过程中,设备、管线腐蚀极其严重,发生泄漏便是常事。设备腐蚀及防范措施见表
3
—
90
。
(
四
)
装置的安全联锁装置及其作用
苯酚丙酮生产过程工艺路线长,控制回路复杂,温度、压力较高,物料皆为易燃、易爆,有毒、有害的危险化学品。特别是存在过氧化氢异丙苯这一热敏物料,属高度危险的危险化学品。装置生产能力大,大多数设备内物料均超过临界量,构成重大危险源。因此属于特级防火、防爆关键装置。一旦发生事故便会造成灾难性后果。
由于装置生产出现不正常情况,如误操作,设备故障,仪表失灵,公用系统故障等,都会造成装置处于危险状态。特别是烃化、氧化、分解、加氢反应,
CHP
提浓过程,在处于极度危险状态时,如不能及时制止,便会发生事故而造成灾难性后果。为此,装置除实现
DCS
计算机集散控制外,还设置了
FSC
系统
(failsafecontml
,故障安全系统
)
。所有控制器及输入、输出卡件均采用冗余结构,具有系统自诊断功能,同时,通过
SOE(sequenceofevent
,事件顺序记录
)
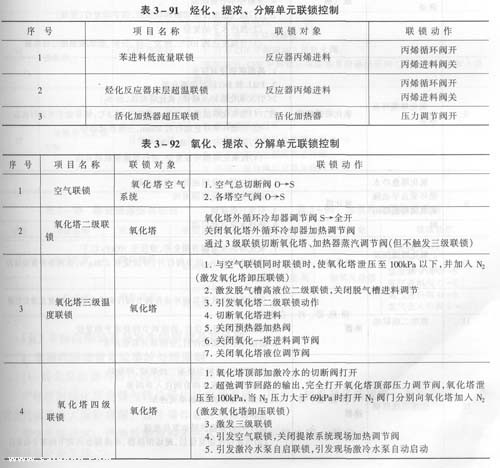
对所有操作在秒级进行记录,以保证系统运行的可靠性。有高低液位联锁,高低流量联锁,高低压力联锁,更有温度
4
级联锁,针对不同情况进行相应自动处理。相关单元的联锁控制见表
3
—
91
、表
3
—
92
、表
3
—
93
、表
3
—
94
。
(
五
)
苯酚丙酮装置易发生的事故及其处理
1.
苯酚丙酮装置常见事故处理原则
(1)
烃化反应器与转位烃化反应器
严格控制烃化反应器与转位烃化反应器温度、压力,超温超压造成催化剂活下降,严重时会造成设备大面积泄漏,发生爆炸着火恶性事故。
塔中不能进水。严格控制原料苯的水含量,绝对禁止窜人游离水。一旦发生窜水事故,会造成催化剂失活。
(2)
氧化塔
①严格控制氧化进料异丙苯的纯度,异丙苯中各种有机杂质及无机物都对氧化反应不利,并会引起各种事故。因此对异丙苯必须严格地进行分析和管理。
②
CHP
不能与强酸、强碱接触。因为
CHP
与强酸、强碱接触会激烈分解,并放出大量的反应热,无论是容器中或设备中有
CHP
时都不能加入强酸、强碱,不能往排料漏斗倒酸碱。
③氧化尾气氧浓度的管理。要把氧浓度控制在安全范围之中,绝不能使其进入爆炸范围
o
④预防激冷水系统故障。
⑤严禁氧化设立排酸口,保持连续排酸,也是降低设备腐蚀的必要和重要手段。
3
.氧化尾气腐蚀
由于氧化塔内物料所含有机酸会溶解在空气带进系统的水中,随尾气一起蒸出。因此氧化尾气呈酸性,且对设备管线腐蚀作用较强。一般碳钢材质很快便被腐蚀穿孔,故尾气系统亦应选择耐酸腐蚀的材质。
4.
硫酸系统腐蚀
一般认为浓硫酸对碳钢材质设备腐蚀性较低,但由于储罐的呼吸作用,浓硫酸吸潮造成其浓度下降,腐蚀性增强,特别是在夏季的长时间停车过程中,设备、管线腐蚀极其严重,发生泄漏便是常事。设备腐蚀及防范措施见表
3
—
90
。
(
四
)
装置的安全联锁装置及其作用
苯酚丙酮生产过程工艺路线长,控制回路复杂,温度、压力较高,物料皆为易燃、易爆,有毒、有害的危险化学品。特别是存在过氧化氢异丙苯这一热敏物料,属高度危险的危险化学品。装置生产能力大,大多数设备内物料均超过临界量,构成重大危险源。因此属于特级防火、防爆关键装置。一旦发生事故便会造成灾难性后果。
由于装置生产出现不正常情况,如误操作,设备故障,仪表失灵,公用系统故障等,都会造成装置处于危险状态。特别是烃化、氧化、分解、加氢反应,
CHP
提浓过程,在处于极度危险状态时,如不能及时制止,便会发生事故而造成灾难性后果。为此,装置除实现
DCS
计算机集散控制外,还设置了
FSC
系统
(failsafecontml
,故障安全系统
)
。所有控制器及输入、输出卡件均采用冗余结构,具有系统自诊断功能,同时,通过
SOE(sequenceofevent
,事件顺序记录
)
对所有操作在秒级进行记录,以保证系统运行的可靠性。有高低液位联锁,高低流量联锁,高低压力联锁,更有温度
4
级联锁,针对不同情况进行相应自动处理。相关单元的联锁控制见表
3
—
91
、表
3
—
92
、表
3
—
93
、表
3
—
94
。
(
五
)
苯酚丙酮装置易发生的事故及其处理
1.
苯酚丙酮装置常见事故处理原则
(1)
烃化反应器与转位烃化反应器
严格控制烃化反应器与转位烃化反应器温度、压力,超温超压造成催化剂活下降,严重时会造成设备大面积泄漏,发生爆炸着火恶性事故。
塔中不能进水。严格控制原料苯的水含量,绝对禁止窜人游离水。一旦发生窜水事故,会造成催化剂失活。
(2)
氧化塔
①严格控制氧化进料异丙苯的纯度,异丙苯中各种有机杂质及无机物都对氧化反应不利,并会引起各种事故。因此对异丙苯必须严格地进行分析和管理。
②
CHP
不能与强酸、强碱接触。因为
CHP
与强酸、强碱接触会激烈分解,并放出大量的反应热,无论是容器中或设备中有
CHP
时都不能加入强酸、强碱,不能往排料漏斗倒酸碱。
③氧化尾气氧浓度的管理。要把氧浓度控制在安全范围之中,绝不能使其进入爆炸范围
o
④预防激冷水系统故障。
⑤严禁氧化塔超温、超压及超浓度运转,氧化液
pH
值需严格控制。
⑥氧化系统的操作要严格按操作法及有关说明进行,不得擅自更改工艺指标。
⑦牢记氧化紧急联锁停车的各个因素。
⑧氧化
(
包括提浓
)
系统不能负荷太小,否则物料停留时间太长不安全。
(3)
分解反应器
①防止水含量过高。过高的水含量将导致分解反应停止,
CHP
累积,这会引起重大事故,因此开车前要将系统吹扫干净,各种加料
(
特别是丙酮
)
要按工艺条件控制。
②防止
H2S04
进料中断。酸浓度太低会发生
CHP
累积,这会引发重大事故。
③防止回流量太小。回流量太小除了别的原因之外,就是
CHP
分解减慢了,同时发生其浓度积累,应及时查明原因并处理之。
(4)
空气压缩机
任何时候必须保证压缩机冷却水系统通畅,冷却水水量过小会造成空气压缩机冷却油温过高,空气压缩机级间温度高,引发联锁停车。
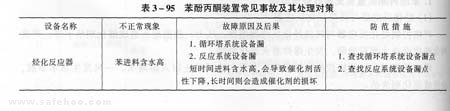
2
.苯酚丙酮装置易发生事故及其处理
烃化工序主要防止反应系统出现超温超压现象,要注意苯循环泵冷却油温,防止发生抱轴损坏机泵事故,进而造成系统停车。塔中不能进水。严格控制原料苯的水含量,绝对禁止窜人游离水。一旦发生窜水事故,会造成催化剂失活。
氧化、提浓、分解系统主要防止
CHP
积累,
CHP
过热分解,
CHP
接触酸分解。任何时候不得将硫酸倒人设备或地漏。防止尾气氧含量过高形成爆炸性混合气体。防止设备腐蚀而大面积泄漏。
精制系统主要防止回流罐液位过高,造成大面积跑料。另外防止苯酚管线冻堵和焦油线冻堵、设备管线堵塞,管线堵塞会造成系统泄漏,造成大面积跑料引发着火。
回收系统主要保护加氢催化剂,严防空气进入系统,造成飞温。严防氢气泄漏,氢气压力高,一旦泄漏很容易被静电引燃,酿成重大事故。常见事故及其处理对策列于表 3 — 95 。
分享按钮责任编辑 :老芋头 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994