























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
1 前言
在一次钢瓶倒残操作中,由于残液罐内气相管穿孔,使大量残液进入压缩机,引起压缩机冒烟着火,致使压缩机严重损毁,所幸未发生爆炸事故。
2 压缩机的使用情况及工作原理
发生事故的压缩机于1992年投入使用,发生事故前各部件运转正常,但过去曾多次发生气缸进液险情,所幸能及时排除。该压缩机型号为:ZG—0.75/16—24,属于单级单动立式压缩机,有一个气缸,排气量为0.
3 倒残工艺流程
储灌站采用的是加压法回收残液,工艺流程见图1。操作步骤是:将贮罐(1)内的LPC通入要倒残液的钢瓶(4),以提高瓶内压力,再将钢瓶翻转,即可使瓶内的残液流入残液罐(3)。当残液罐内的储量较多,压力升高,以至影响钢瓶倒残液时,可启动压缩机(2),将残液罐(3)内的LPG压至贮罐(1),即可达到降低残液罐内压力,继续接收钢瓶残液的目的。

图 1 加压法回收残液工艺流程图
4 事故原因
操作工在操作过程中,检查气液分离器液位时从液位计上没有反映出液位,因此没有进行液体排放,认为气液分离器工作正常,因此按正常程序启动压缩机,压缩机运转后,操作工并没有按规程要求对压缩机运转情况进行检查,反而离开了岗位,以致压缩机严重进液仍继续运行。大量的液体液化石油气进入压缩机气缸后,由于液体的可压缩性小,压缩机活塞在不停的往复运动过程中,由于磨擦使压缩机气缸温度不断升高,最终引起压缩机冒烟着火,所幸能及时停止压缩机的运行,未造成压缩机爆炸事故,但主要零部件已严重损毁。
5 事故分析
5.1 残液罐的结构(见图2)

1 —液位计 2—气相接管 3—液相接管4—压力表5—安全阀 6—人孔
图2 残液罐结构图
该残液罐为卧式二类压力容器,设计压力为1.6MPa,设计温度为
5.2 气相管腐蚀穿孔部位
事故发生后,我们马上成立事故原因调查小组,初步认定为气相管穿孑L所致,为了进一步证明压缩机内液化石油气的来源,我们联系有关检验部门对该残液罐进行内外部检验,发现罐内气相管在三个不同部位存在腐蚀穿孔,详细部位见图3。
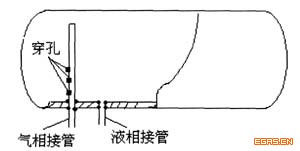
图 3 腐蚀穿孔部位图
5.3 残液罐的检验情况
按照《压力容器安全技术监察规程》内外部检验是指在用压力容器停机时的检验,安全状况等级为1、2级的,每六年至少一次;安全状况等级为3级的,每3年至少一次。该残液罐安全状况为3级,所以每3年至少进行一次内外部检验,从历次检验报告显示该残液罐均按规定的时间要求进行定期检验,检验项目与《在用压力容器检验规程》规定的相符,重点检查部位为:
①简体与封头的连接;
②方型孔、人孔、检查孔及其补强;
③角接;
④搭接;
⑤布置不合理的焊缝;
⑥封头(端盖);
⑦支座或支承;
⑧法兰;
⑨排污口。
从以上重点检查部位可以看出,残液罐内气相管并非重点检查部位,从历次检验报告中也未发现对该管的检查情况,因此该管的安全使用状况被忽视。
5.4 设备运行情况
根据事后我们进行的调查,气液分离器液位出现异常情况已出现了很长一段时间,操作人员认为是温差所致,只单一地对液体进行排放,未对有关设备进行检查,也未向有关部门反映,致使气相管穿孔后未能及时发现。
6 事故结论及综述
综上所述,由于残液中H2S、水分含量较高,气相接管长期处在这种腐蚀介质之中,容易造成腐蚀;另外残液罐内气相管的使用状况受到忽视,在定期检验过程中未列入重点检验部位,使腐蚀部位未能及时发现。
对于液化石油气汽车槽车罐体或部分液化石油气贮罐、残液罐,气相接管开口设在罐体底部时,罐内气相接管应作为开罐检验重点部位,虽然单从罐体本身安全性能来讲,接管的安全性能并不会对罐体的安全使用造成影响,但会引起其它相关设备的使用安全,因此检验过程中应与罐体其它受压部件同等对待,一样应作为重点部位来检查。另外,加强对操作工的安全教育,提高安全意识,严格按有关操作规定进行操作,也是保证储罐区安全运行的基础。
分享按钮责任编辑 :老芋头 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994