























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
氯乙烯单体(VCM)在常温和常压下是一种对眼睛有刺激作用的无色气体,具有乙醚香味,微溶于水,比空气重,在空气中的爆炸极限为3.6%~33%(v/v,下同)。齐化集团公司PVC厂采用电石法生产PVC树脂8万t/a,在生产过程中,精馏尾气经冷凝器回收后的不凝气体中,仍含有12.6%左右的VCM和2.3%左右的C2H2。原来采用的是活性炭吸附法回收VCM,但回收效率低,尾排中VCM含量高,易污染环境,危害员工的身心健康,且安全性低。2003年7月,该厂采用了大连欧科膜技术工程有限公司提供的膜法VCM回收系统,运行至今,效果显著,从根本上解决了上述难题,同时也取得了可观的经济效益和良好的社会效益。
一、职业危害
VCM有毒,对人体有麻醉作用,通常由呼吸道进入体内,吸入量在0.5%以上时,可引起头晕、头痛、心神不安、胸闷、嗜睡、不辨方向和步态蹒跚等中毒症状。空气中含量达20%~40%时,可使人产生急性中毒,严重时出现抽搐、神志不清或昏迷状态,瞳孔散大,甚至造成死亡。长期接触VCM也可造成慢性中毒,使肝细胞增生,导致肝纤维化网状内皮系统增生,肝血管肉瘤,产生肝癌,同时对骨骼、皮肤、神经、消化和内分泌等系统产生不同程度的损害。VCM在空气中最高容许浓度为30mg/m3。
为防止生产操作人员急性中毒,VCM和PVC生产设备应密闭操作,严防跑、冒、滴、漏。操作人员在清釜和维修设备时,应事先做好置换工作,正确佩戴防护用具。如吸入大量VCM气体,应立即将人体移向通风处,吸入新鲜空气,即可恢复,严重者送医务室吸氧抢救。若皮肤接触VCM液体,接触部位可出现麻木、红斑、浮肿以至坏死,应尽快用大量的清水清洗。
二、回收措施
1.活性炭吸附法回收VCM存在的缺点
(1)低温吸附、高温解吸,需要-
(2)频繁吸附、解吸,需要专人操作,操作复杂,且设备易腐蚀泄漏,经常维修,劳动强度大。
(3)回收效率低,尾排VCM含量高,经常在2%左右,易污染环境、危害员工身心健康,浪费资源。
(4)在解吸过程中有发生火灾或爆炸的危险。
2.膜法VCM回收系统的技术简介
有机蒸气膜法回收技术是20世纪90年代兴起的新型膜分离技术,也是国际上公认的最具经济效益和社会效益,最具发展前途的生产、节能、环保、安全的高新技术之一,正在逐渐应用于石化行业。
膜法回收系统主要是根据有机蒸气分离膜的溶解选择控制,即基于溶解-扩散机理。分子质量大、沸点高的气体组分(如:VCM、C3H6、C4H10)在膜内的溶解度大,首先溶解在膜的表面,然后沿其在膜内的浓度梯度扩散传递,容易透过膜,在膜的渗透侧得到富集;而分子质量小、沸点低的气体组分(如:H2、N2、CH4)在膜内的溶解度小,难以沿其在膜内的浓度梯度扩散传递,不容易透过膜,在膜的截留侧得到富集,从而达到分离的目的。
膜两侧的压差是有机蒸气膜分离过程中的推动力,压差越大,单位膜面积的气体处理量就越大。
3.膜法VCM回收系统工艺流程简述
本工艺流程采用了两级膜吸收工艺。来自尾气冷凝器的不凝气体(主要是VCM、C2H2和惰性气体)进入一级膜,一级膜的作用是回收一部分VCM和C2H2,然后将一级膜分离的渗透气返回二级转化器,目的是使C2H2参与合成VCM,防止C2H2在压缩、精馏、冷凝系统积累。一级膜分离器的尾气进二级膜分离器,二级膜的作用是进一步分离VCM,在二级膜渗透侧采用真空操作,以提高膜的分离效果,使尾排中VCM的含量<1%,二级膜的渗透气返回气柜。膜法VCM回收系统工艺流程见图1。

4.膜法VCM回收系统的优点
(1)VCM和C2H2的回收率分别达98%和93%以上,尾排中VCM的排放速率为3.
(2)可承受尾气中VCM含量较大的变化,且回收率不受影响,即操作弹性大。
(3)易于放大,简单增加膜组件数即可增加处理能力,最经济地满足扩产能力的需要。
(4)投资少、见效快,回收期短,且效益显著。
(5)采用撬式结构,占地面积小,以8万t/a PVC规模,占地仅为
(6)自动化程度高,操作简便,维护保养容易,无需增加新的岗位。
(7)无传动和转动部件,不需要增加公用工程消耗,操作费用低。
(8)采用压缩机提供压力作为膜法VCM回收系统的推动力,无需额外增加动力源。
三、经济效益分析
该厂于2003年7月采用膜法VCM回收系统,自运行以来,先后对膜法回收前后的数据进行了对比,各项平均指标均达到或优于设计指标。膜法回收前后平均数据对比结果见表1。
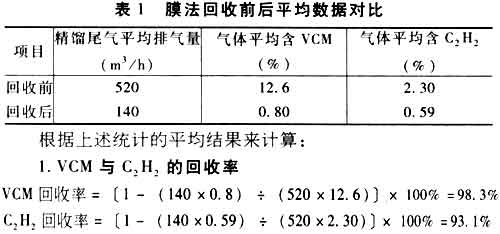
通过以上计算可以看出,VCM的回收率达到了预期目标,C2H2的回收率也达到了预期效果。
2.回收VCM所创效益
假设粗馏尾气为理想气体,且处于标准状态。
氯乙烯单体(VCM)的摩尔质量为62.
精馏尾气中VCM的质量速率:520×12.6%÷22.4×62.5=182.8㎏/h
尾排中VCM的质量速率(排放速率):140×0.80%÷22.4×62.5=3.13㎏/h
回收VCM的质量:182.81-3.13=179.68㎏/h
VCM的成本按4500元/t计,节约资金4500 ×179.68÷1000=808.56元/h
3.回收C2H2所创效益
假设粗馏尾气为理想气体,且处于标准状态。
C2H2的摩尔质量为
精馏尾气中C2H2的质量速率:520×2.30%÷22.4×26=13.88㎏/h
尾排中C2H2的质量速率:140 × 0.59%÷22.4 × 26=0.96㎏/h
回收C2H2的质量速率:13.88-0.96=12.92㎏/h
C2H2的成本按7740元/t计,节约资金7740×12.92÷1000=100.00元/h
4.年创效益
PVC生产装置每年开车时间按8000h计,则年节约资金:
(808.56+100.00) ×8000=726.85万元
四、结论
膜法VCM回收技术是一种清洁无污染、安全可靠的回收技术,系统采用DCS控制,操作简便、运行平稳、维护简单,充分体现了膜法气体分离技术的优越性,既解决了VCM回收系统所涉及的职业危害、环保和安全难题,又节省了大量宝贵的能源和资源,降低了生产成本,在创造了可观的经济效益的同时,也取得了良好的社会效益,可谓一举多得。
分享按钮责任编辑 :老芋头 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994