























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
[摘 要] 该文介绍了在氯碱生产过程中,氯气泄露事故的吸收处理过程所采用的可编程复合运算器(KMP)进行自动控制的系统方案及实施。
[关键词] 氯气泄露;吸收;控制;组态;KMP
1 概 述
氯气(Cl2)是氯碱行业生产的主要原料及产品,且具有很强的腐蚀性,如果外泄达到一定的量,将会造成极大的环境污染和人身伤害。所以有效的防止氯气外泄是本系统的最终目标。
2 工艺简介
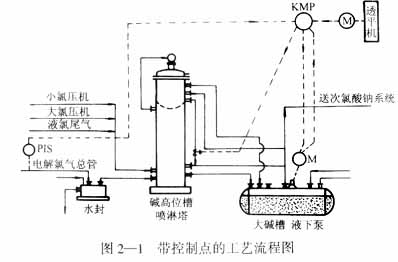
自电解工段来的氯气(Cl2),在输送总管中的压力一般控制在-100~0 Pa之间,保持微负压,并被水封后进入氯气事故处理装置,当压力过大时,就会冲破水封进入喷淋塔,被液下泵打上来的液碱循环吸收处理,从而启动KMP系统工作。工艺流程见图2—1。
3 系统方案的设计
当总管中氯气压力很大冲破水封时,通过现场仪表检测氯气压力信号并送入KMP,经KMP内部软件运算后,发出开关量信号,一方面启动液下泵把液碱送入喷淋塔,循环处理吸收氯气;另一方面进行超压报警。此时,如液下泵无法启动,KMP接收到液下泵不启动的信号后,经内部逻辑运算后,KMP的模拟量输出(阀位)应从105%(全关)突变到-5%(全开),打开启动阀(气闭),碱从储备的高位槽喷下吸收处理氯气。当压力降到20Pa时停止处理,当压力降到-480Pa时,KMP要发出开关量信号进行低压报警。另外,无论什么原因引起氯气压力波动,只要两台透平机在正常运行中突然停机,都要自动启动KMP装置吸收处理氯气。
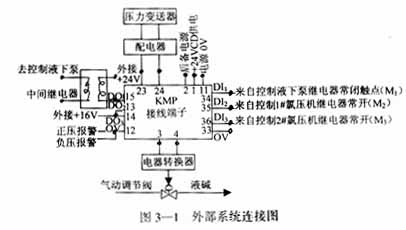
综上所述,当氯气压力过大冲破水封时,整个吸收处理氯气过程都要受KMP自动控制,其外部系统连接见图3—1,内部模块组态见图3—2。
4 方案实施
4.1 用户PROM制作
根据模块组态图及对应的有关参数填写KMP控制数据表格,再用程序装入器KMK101将此组态程序装入PROM,即完成程序编写工作。
4. 2离线实验
可变参数表示的意义:
PPAR1:上限50%,500Pa;PPAR2:上限-下限26%(20Pa);PPAR3:阀位-5%;PPAR4:阀位105%;PPAR5:正压报警值50%,500Pa;PPAR6:消除报警滞后值0.5%;PPAR7:负压报警值2%,-480 Pa;PPAR8:消除报警滞后值0.5%。
(1)模拟量输入端AI1加入相应的信号,并超过设定的上限值,开关量输出DO1(控制液下泵)、DO2(控制正压报警)分别导通。
(2)短路开关量输入端DI1,模拟量液下泵不工作,KMP模拟量输出(AO1)从全关状态(105%)突变到全开状态(-5%)。
(3)AI1输入任意值(KMP允许的范围内),分别短路DI1、DI2(模拟两台氯压机突然停机),DO1都能导通。
(4)降低AI1信号到设定的下限值,DO1、DO2都不通,AO1值应为最大。
(5)在线实验。
按KMP的外部连接图进行适当的硬连接,先把KMP置“M”(手动),按开关钮,阀位输出从0~100%范围内变化,功能正常之后,切换到“A”(自动),按离线的步骤调式即可。
5 结束语
KMP相当于一台小规模系统控制器,功能丰富,智能化程度高,由于其动作过程是通过内部组态软件实现的,无外界触点,所以具有较高的可靠性。该系统的投运对氯碱生产过程中的安全及环保起到了积极的促进作用,有较大的使用价值,具有不可估算的社会效益。
分享按钮责任编辑 :老芋头 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994