























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
气压焊最早用于钢轨焊接,后来大部分被闪光对焊所代替。但日本和我国仍在应用并且有所发展;其次是用于钢筋焊接。
1、钢轨的焊接
(1)设备。钢轨气压焊机分为风压和液压、固定式和移动式等。目前多用移动式钢轨气焊机,也称小型气压焊机,如图所示。其特点是体积小,移动方便。
将待焊钢轨分别固定于焊机上的固定扣件座上,通过液压缸活塞头推动活动扣件座,使两缸轨端部相互挤压,用装于焊机上的加热器沿钢轨轴线进行往复摆动加热接缝及其周围。这种焊机焊接50 kg/m钢轨的顶锻力约为170-190kN。液压缸是焊机的主要部件,他的设计顶锻里可为300kN,也可用于焊接60kg/m钢轨。焊接钢轨的加热器有多种形式,图2示为焊接60kg/m的钢轨的射吸式(也称低压式)加热器示意图。加热器分为上下两部分,可以活节4为周和对张开。当钢轨焊接结束时,将加热器的上半部分抬起,即可移动钢轨。
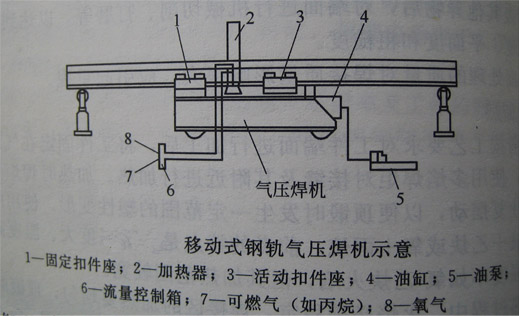
移动式钢轨气压焊机示意图
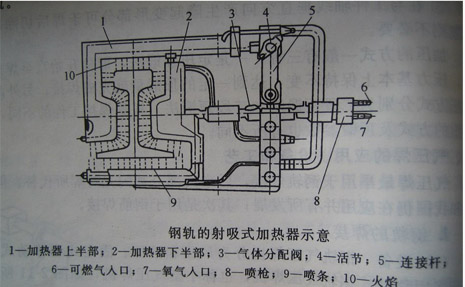
钢轨的射吸式加热器示意图
这种加热器在工作时,气体由入口6和7进入喷枪8后,氧气和燃烧气体在混合室内混合,然后经3将气体分为两路分别进入加热器的上半部1和下半部2,最终在喷条9的喷火孔喷出,点燃后形成火焰10。调解气体分配阀3,可调解加热器上下两部分的气体流量,即火焰的大小。这种加热器结构简单,操作方便,使用安全可靠,加热效率高。
(2)焊接工艺。焊前必须对钢轨的端面进行修磨加工,并清除表面污物,露出金属光泽。钢轨气压的主要工艺参数有顶锻力、顶锻量、焊接温度和焊接时间等。
过去固定式气压机多采用定压顶锻法,而目前的移动式气压焊机则多采用二段或三段顶锻法。表1所列工艺参数可供焊接钢轨时参考
表1 两种钢轨气焊工艺参数
|
项目 |
轨型 | |
|
|
| |
|
氧气压力/MPa |
0.49 |
0.69 |
|
氧气流量/(L/min) |
170 |
180 |
|
液化石油气压力/MPa |
0.03 |
0.04 |
|
液化石油气流量/(L/min) |
150 |
170 |
|
加热器摆动量/mm |
28-30 |
28-30 |
|
加热器摆动频率/(次/min) |
35-44 |
35-44 |
|
顶锻压力/MPa |
10.6 |
20.6 |
|
顶锻量/mm |
30 |
30 |
|
焊接时间/min |
4-5 |
5-6 |
2、钢筋的焊接
由于钢筋气压焊具有节省材料、设备轻巧和操作灵活方便等优点,30多年来日本一直在应用,并开发了自动气压焊设备和工艺,以减少人和环境等因素对焊接质量的影响。与此同时我国钢筋气压焊的发展也较为迅速,在钢筋混凝土建筑结构中,应用气压焊焊接钢筋街头已达数十万个,并于1990年实施了国家标准《钢筋气压焊》(GB12219-89)。
(1)设备。钢筋气压焊设备如图2-13(a)所示。它由气压焊机、环形加热器、油泵(手动或脚踏式)、气源设备等组成。图2-13(b)所示为钢筋加热加压示意图,其中加热器为我国研制的环形多焰加热器。由于焊接钢筋是不需大面积加热,且氧-乙炔焰热量集中,加热快,故用乙炔作为可燃气体。
(2)焊接工艺。钢筋气压焊的工艺过程为:先将钢筋放入企业焊机的专用夹具中,然后用多嘴环管加热器对钢筋的接缝处及其两侧进行往复摆动加热(每侧加热宽度等于钢筋的直径),当钢筋端部呈塑性状态时,即由油缸活塞杆推动钢筋夹具的活动夹头,使两钢筋的端面相互挤压和镦粗,完成焊接。
影响钢筋气压焊至来年给的主要因素有钢筋端面的平整度和垂直度、火焰类型、焊接温度和顶锻方式。
关于钢筋气压焊的应用范围、工艺、焊工资格及焊接质量等,国家标准GB12219中均有明确规定。
分享按钮责任编辑 :forest (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994