























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
续前
(41)充装压力与充装温度(Filling pressure and filling temperature)
充装压力是指气瓶充装终了时,瓶内介质在充装温度下达到的压力(表压);充装温度是指气瓶充装终了时,瓶内介质实际达到的温度。气瓶的充装温度不等于瓶壁温度;也不完全相同于充装系统(贮罐)内的气体温度;它还与充装速度有关。所以气瓶的充装温度一般是在规定充装速度下,以充装系统内的气体温度或充装车间内的环境温度为基准,按实测的试验数据确定。为了保证所装的压缩气体不超过气瓶最大充装量,气瓶的充装压力应该控制在按下列公式计算所得之值的范围内:
P0=PZ0T0/ZT
式中,Pο是气瓶的充装压力,单位是MPa;Tο是气瓶的充装温度,单位是K;Zο是在Pο、Tο的条件下气体的压缩系数;P是气瓶的许用压力,MPa;T是气瓶的最高使用温度,333K;Z是在P、T的条件下气体的压缩系数。
(42)气瓶充装系数(Filling ratio of cylinders)
气瓶的充装系数是单位气瓶容积允许充装的最大介质量,一般以kg/L表示。充装系数实际就是液化气体(包括高压液化气体与低压液化气体)的最大充装量。高压液化气体气瓶的充装系数按所装入的介质在最高使用温度(333K)下瓶内气体(介质已全部气化)的压力为气瓶的许用压力来确定;低压液化气体气瓶的充装系数则是介质在最高液相平均温度(现定为333K)下液体密度的97%。高压液化气体与低压液化气体的充装系数分别按下列公式确定:
Fd=(3.47PM/Z)×10—4
F′d=0.95rt
式中,Fd是高压液化气体充装系数,kg/L;F′d是低压液化气体充装系数,单位是kg/L;P是气瓶的许用压力,MPa;M是气体的分子量;Z是气体在压力P及333K正气压缩系数;rt是介质在最高液相平均温度(333K)时的液体密度,kg/L。
(43)薄膜理论(Membrane theory)
薄膜理论常用以分析研究薄壁回转体在压力作用下所产生的应力及其特性与分布规律。所谓回转壳体是指壳体的中间面是回转表面,此回转表面是由任何直线或平面曲线绕其同平面内的轴线回转而形成的。薄壁是指壳体的壁厚远小于壳体的其它尺寸,通常按壳体的外径与内径的比值大小来划分,外内径比不大于1.1~1.2者属薄壁壳体。薄壁理论的分析基础是假定壳体的壁厚与其直径相比很小,壳壁就象薄膜一样,只能承受拉应力和压应力,应力是沿壁厚均匀分布的,安全不能承受弯矩和弯曲应力。所以这种理论又称为无力矩理论。实际上,工程中并不存在象薄膜那机关报薄壁壳体,即使壳壁再薄,壳体中也还是或多或少地存在一些弯曲应力。所以这种理论有其近似性和局限性。只不过薄壁壳体中弯曲应力很小,如将其略去不计,其误差仍在工程计算的允许范围内,而分析计算方法则可以大大简化。因此,薄膜应力在压力容器的应力分析和强度设计中一直广泛使用。
(44)薄膜应力(Membiane stress)
按照薄膜理论分析计算得出的薄壁回转壳体的应力,称为薄膜应力。由于薄膜理论是根据壳壁应力沿壁厚均匀分布的假设来进行应力分析的,所以薄膜应力实际上是壳壁上的平均应力。薄膜应力是压力容器最重要的一类应力。过大的薄膜应力会直接导致容器的过量塑性变形甚至破裂。掌握薄膜应力的基本概念,熟知常用承压部件薄膜应力的计算,对压力容器的设计、安全监督管理、失效事故分析等都十分重要。压力容器最常用的承压部件是球体、圆筒体和锥体等。这些回转壳体在压力作用下所产生的薄膜应力可以分别按下列公式计算。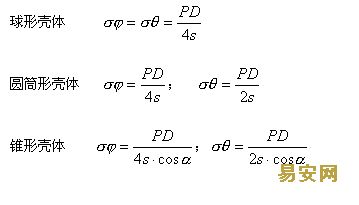
式中,σ4σθ分别是壳体的径向应力和环向应力(MPa);P是壳体承受的内压力(MPa);D是壳体的中径(内外直径的平均值)(cm);s是壳体的壁厚(cm);α是锥形壳体的半顶角。
(45)不连续应力(Discontinuity stress)
不连续应力是两个形状或尺寸不同而相互连接的部件,在承载时产生不同的变形而相互受到限制因而引起的应力。例如圆筒形容器中的圆筒体与球形封头,在内压作用下,圆筒体直径的自由增量应比同样厚度的半球体直径的自由增量大一些,但两者又是焊接在一起而不能分离的,因此两元件的自由变形就相受到限制,结果在连接处附件就产生不连续应力。这种应力只发生在元件的边界地区,所以也称为边界应力。锅炉和压力容器的不连续应力主要产生在以下的一些部位:
(1) 圆筒体与各种型式封头的连接处;
(2) 壁厚不相同的两个圆筒体的连接处;
(3) 圆筒体上焊接法兰或装设加强圈处;
(4) 圆筒与管板连接处;
(5) 物理性能不同的材料制造的两个圆筒的连接处;
(6) 圆筒体或球体上的开孔接管处。
不连续应力的大小,取决于两连接部件承载时自由变形的差距(包括角变形和线变形),差距越大,引起的不连续应力也越大。例如圆筒体与平板封头连接时的不连续应力要大于与半球封头连接时的不连续应力。同是平板封头,薄的又要比厚的产生的不连续应力大一些。不连续应力只存在两个部件连接处附近的局部地区,它以衰减波的形式沿着连接轴线迅速减弱,稍为远离连接处的部位即不受其影响;不连续应力也不会降低容器的静力强度,因为它不会直接导致容器的破坏。但过高的不连续应力会影响容器的疲劳寿命,也可能引起容器脆性破坏。
(46)热应力(Thermal stress)
热应力,或称温差应力,是结构部件内因温度分布不均匀或温度变化时的自然膨胀或收缩受到约束所引起的应力。在锅炉和压力容器中,能引起热应力的主要有以下三种情况:
(1) 部件内部的温度虽是均匀分布,但其温度变化引起的热胀冷缩受到外部的约束。例如两个鞍式支座都是刚性固定的卧式容器,在器壁温度升高或降低时,整个筒体的轴向伸长或收缩,受到固定支座的限制而不能自由变形,因而在筒体的横截面上便产生轴向压缩应力或拉伸应力。
(2) 部件内部温度分布不均匀。例如厚壁容器,因没有隔热层而使内外壁存在较大的温度差。当内壁温度高于外壁时,内层材料的膨胀量即大于外层,因而受到外层的限制,结果即在内层产生压缩应力,外层产生拉伸应力。
(3) 两个部件组成的构件,因温度变化不同或材料线膨胀系数不同而致两相连的部件产生不同的膨胀量,结果相互牵制而产生热应力。例如两端管板固定的列管式换热器,由于壳体与列管的操作温度不同因而伸长量也不同。若列管的伸长量大于壳体,则相互限制的结果,将是壳体受拉伸而产生轴向拉伸应力;列管受压缩而引起轴向压缩应力。这些都是热应力
(47)一次应力(Primary stress)
一次应力,或称基本应力,是由外载荷(包括内压、外压、重力、风力或其外加力或力矩)的作用而在容器部件中产生的正应力或剪应力。一次应力的特征是:它必须满足外载荷与构件内力之间的平衡关系,也就是一次应力可由静力平衡条件加以确定。它属非自限性的,只要外载荷存在,应力就会继续保持,而且随载荷的增大而增大,不会因材料的屈服变形自行限止。一次应力还可以分为:
(1) 一次总体薄膜应力,即均匀分布于整个壳体及其截面上的薄膜应力。如薄壁圆筒、球体、封头等在内压作用下产生经向、环向应力;厚壁圆筒承受内压时的轴向应力等。一次总体薄膜应力对壳体强度的影响最大,当它达到材料的屈服极限时,整个容器即膨胀变形,如果材料没有明显的应变强化,容器可以因过度变形而破裂。
(2) 一次弯曲应力,即沿壳壁厚度方向成线性分布的弯曲应力。如平板封头中央部分在内压作用下产生的应力。这类应力对强度的影响较一次总体薄膜应力稍轻一些,因为当壳壁表面上的最大应力达到材料屈服极限而进入塑性状态时,其它部分仍处于弹性状态,可以继续承受载荷,并引起应力的重新分布。
(3) 局部薄膜应力即在局部范围内由压力或机械载荷引起的薄膜应力。这种应力也是沿壁厚均匀分布,但是局限在较小的区域范围内。局部薄膜应力按其特征属于二次应力,但出自保守角度,仍划属一次应力。
(48)二次应力(Secondary stress)
二次应力是由于结构部件自身约束或受相邻部件的约束而产生的正应力或剪应力。二次应力的特征是:它不是为了满足和外力的平衡,而是为了满足变形协调条件所引起的应力,所以只根据静力平衡条件无法确定此类应力。它是自限性的,局部区域内的材料产生屈服或小量变形,相邻部件的相互约束更得到缓解,使变形趋向协调而不再继续发展,应力就自动地限制在一定范围而不能继续增大。所以二次应力不会直接导致容器的破坏。二次应力包括:
(1) 总体结构不连续处的弯曲应力。例如圆筒形容器的筒体与封头、筒体与法兰等连接处的弯曲应力。
(2) 总体热应力。例如圆筒体上由于轴向温度梯度产生和应力,接管与筒体间的温度差产生的应力。
(49)峰值应力(Peak stress)
峰值应力是由于局部结构的不连续(如开孔、小转角半径、焊缝咬边等)引起的应力集中而加到一次或二次应力上的应力增量。峰值应力的基本特征是:应力分布区域很小,其范围约与容器的壁厚同一数量级;它不会引起整个结构产生任何明显的变形,而只可能是导致容器产生疲劳破坏和脆性断裂的根源。峰值应力包括:
(1) 局部结构不连续处的总应力扣除一次与二次应力后的剩余部分。
(2) 碳钢与奥氏体复合层中由于二者的线膨胀系数不同而引起的热应力;
(3) 局部热应力。例如容器通往蛇管加热器时,蛇管进入器壁处的局部高温点等。
(50)残余应力(Residual stress)
残余应力是构件在机械加工(冷加工或热加工)过程中残留在它内部的应力。锅炉与压力容器部件中的残余应力,有的是有目的地施加或者是加以利用的。例如承压部件的铆接或胀接,就是利用残余应力来保证连接的紧密性;厚壁组合圆筒可以通过工艺手段使其内层产生残余应力,以改善筒体承受内压时的应力分布不均匀状态等。但必须是有目的地选择,即对残余应力的部位、大小和方向都要加以控制。有一些在非选择性的部位和方向上存在的残余应力则大多是有害的,它可以降低容器的疲劳强度,甚至会导致容器的直接破坏。例如焊接残余应力,它是一种分布杂乱的残余拉应力。这样的非选择残余应力会对容器的强度或疲劳寿命产生较大的影响,应该通过合理的工艺(预热、热处理等)和在结构上采取措施加以消除,或控制在允许的范围以内。
待续
分享按钮责任编辑 :内测2 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994