受油器浮动瓦烧瓦、磨瓦的原因分析及处理
- 发布时间:2007年01月19日
- 作者:林孝财
- 来源:林孝财
- 浏览:
次
- 查看所有评论
- 【}">打印文章】
水东电厂装有4台20MW的水轮发电机组,水轮机为ZZD32B-LJ-330型轴流转桨式水轮机,发电机为SF20-28/550型,机组转速为214.3r/min。
受油器是该水轮机的重要部件,其主要作用是将调速系统的压力油自固定油管引入到转动着的操作油管内,并将其传送至桨叶接力器,及时、有效地调整桨叶开度,从而使机组始终处在协联工况下运行。受油器结构如图1所示,其中浮动瓦的作用一方面是对上操作油管(以下称小轴)的运行起一定的导向和稳定作用。另一方面是对转动中小轴的开、关腔压力油进行隔离密封,防止两腔高压油互窜。因此,浮动瓦工作正常与否,将直接影响到调速系统的稳定性和机组运行的安全性。
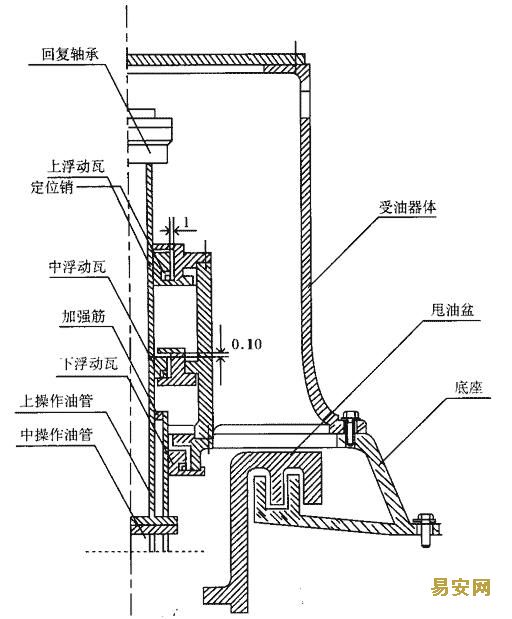
图1 受油器结构
该受油器设有上、中、下3道浮动瓦,浮动瓦材料为ZQSnP10-1。各级浮动瓦与瓦座的径向间隙(单侧)为1mm,轴向(端面)障隙为0.08~0.10mm,上、中浮动瓦与小轴内管的径向间隙为0.08~0.10mm,下浮动瓦与小轴外管的径向间隙为0.09~0.12mm。为了保证浮动瓦的浮动性,各级浮动瓦均采用单个M6×12全牙螺钉定位。受油器本体与底座用锥销定位,机组连接座与推力油机理用止口定位。
从1994年起,1~4号机相继投产发电。随着机组运行时间的增加,各机组先后出现浮动瓦磨损、受油器漏油量和甩油器增大的现象,有的甚至发展为压盖定位销钉折断、浮动瓦烧瓦及操作油管法兰焊缝拉裂等恶性事故,对机组安全运行构成了严重威胁。
1 浮动瓦磨损、烧瓦的特点及危害
(1)从各级浮动瓦磨损及烧瓦的次数来看,下浮动瓦的次数最多,其次是中浮动瓦;从磨损的程度来看,下浮动瓦最严重,且铜瓦内表面磨痕呈锯齿状,然后是中、上海动瓦。
(2)浮动瓦被磨损破坏的同时,小轴与各浮动瓦的接触部位也发生相应的磨损,且表面光洁度受到不同程度的破坏,其中下瓦位最为严重,表面磨痕深达0.5~1mm。
(3)发生浮动瓦磨损后,被磨损下来的铜粉随同压力油一起循环,沉积在转轮体、受油器底座、调速器集油槽底部等部位,同时污染了透平油。运行中,调速器导叶、桨叶侧滤网严重堵塞,前后压差达0.5~0.8MPa。在双滤油器滤网相互切换无效的情况下,检修人员经常被迫在运行状态下清洗或更换滤网。
(4)中浮动瓦磨损后,小轴与浮动的间隙增大,奖叶接力器开、关腔相互窜油,从而导致了桨叶接力器动作缓慢、抽动频繁等现象。在实际运行中鉴于桨叶接力器抽动频繁,调速系统的桨叶时常被迫采用手动定桨运行,无法实现自动协联运行。当窜油量大时,则会出现桨叶操作困难,乃至无法操作等现象,大大降低了调速系统的灵敏性、稳定性,对机组的安全运行构成严重威胁。
(5)下浮动瓦磨损后,浮动瓦漏油量和甩油量增大,调速系统耗油量随之加大,从而使调速器压油装置小油泵频繁启动。正常情况下,压油装置的工作压力从4MPa降至3.8MPa的时间间隔为4~6min,小油泵启动打油至额定油压只需1~2min。当耗油量加大后,前者的时间间隔则小于1.5min,后者则需延长至4~6min。如果发生大量甩油,小油泵(型号:3G70×40,工作流量:4.2L/s)。这样不仅延长了油泵的工作时间,而且还加速螺杆泵各部件间的磨损。
(6)大大增加了维护费用和检修人员的工作量。
2 原因分析
2.1 设计、制造方面的原因
(1)各级浮动瓦瓦座压盖定位销钉为M6×12的全牙螺钉。运行中,螺钉在铜瓦定位槽中往单侧靠,因铜瓦材质较软,时间一长,螺牙就会嵌入铜瓦槽壁内,影响浮动瓦的浮动性。
(2)固定受油器底座的机组连接座与推力油槽的连接定位采用止口定位,未采用定位销定位,且加工误差较大,致使中心偏差达2~3mm。
(3)受油器本体与底座的定位销、销钉孔加工配合误差较大,起不到定位定心作用。
(4)小轴内外管之间起定位、加固作用的加强筋焊接质量存在问题。检修中曾发现4条加强筋两侧的焊缝出现裂纹,从而影响了小轴内、外管的同心度,大大降低了小轴的强度、刚度。
2.2 安装及检修方面的原因
(1)在清扫管道及集油槽时,发现焊渣、铜粉、铁屑等杂质,其中一部分是安装时遗留下来的,另一部分则是转轮体内各部件毛刺被磨损后产生的。这些杂质污染了透平油。在运行过程中,压力油流经受油器时,油中的杂质就会夹在铜瓦与小轴间,造成浮动瓦和小轴的磨损。同时被磨下的铜粉又随同压力油一起循环,更加剧了各部位的磨损。
(2)小轴与中操作油管为法兰式连接,内、外腔采用2道ф5的“O”型圈密封,中心定位主要是依靠小轴法兰面的止口和2个横圆销。在对小轴摆度调整过程中,因受法兰平面度、定位横销以及法兰与小轴的垂直度加工误差的制约,小轴的挣摆度值和同心度往往很难达到标准要求。
(3)在临时检修、小修中,对受油器小轴进行单独盘车时,一般情况下不开上导轴承(即上导瓦未抱瓦盘车)。当机组在盘车结束后,往往出现大轴往单侧靠死的现象,即机组中心偏离原始安装中心,若以此时小轴的中心为基准,忽略大轴的实际平移量,对受油器底座进行推中心,那么所得的底座中心误差远大于标准值。
(4)发生浮动瓦磨损、烧瓦后,小轴各瓦位表面光洁度遭破坏,因受现场条件的限制,只能用什锦油石或水砂纸做表面研磨处理。这种研磨方法对一些轻微的磨痕尚可实用,但对磨痕较深、磨损较为严重的表面,处理的效果就不理想。所以每次更换新瓦后,经过一段时间的运行使用,又出现同样的故障。
2.3 运行工况的原因
因大坝补强加固和其它生产工作需要,每年均有一段时间机组需处在低水头、高振动的非最优工况下运行,从而加大了机组的摆度和振动。
3 改造处理
3.1 清扫油系统并加强维护
全面、彻底地对集油槽、压油缸、输油管道等设备进行检查清扫,并用面团将沉积在底部的杂质粘除干净。大修时,排清转轮体内的集油,对大轴内腔、操作油管、转轮体进行清洗,然后注入合格的新油。在日常运行维护中,加强对滤网前后压差的监测,并严格按照周期进行滤网的清洗、更换,以防止透平油受到污染,保证油质符合要求。
3.2 严格控制小轴的盘车摆度值和小轴与主轴的同心值
(1)为了进一步缩小小轴摆度值和提高盘车效率,对小轴法兰面的平面度、法兰与内外油管的垂直度进行校核加工;对中操作油管法兰面进行研磨,以防止因法兰面不平而引起的内外腔窜油;取消内、外腔的ф5“O”型密封圈及法兰面横向定位销;车去小轴法兰上内腔密封止口(便于推中心),然后根据盘车值的要求,制作梯型紫铜垫,并将其垫在上、中操作油管法兰结合面内,将小轴摆度值控制在0.15mm以内。
(2)从4个方向将顶丝顶在甩油盘内壁和中操作油管上法兰之间,并在小轴法兰的X,Y方向设百分表监视,然后根据中心值要求撬动小轴法兰,使其发生平移,最终使小轴同心值符合要求。
3.3 消除连接座定位止口、受油器底座及本体定位销加工误差
(1)在推力油槽上焊接定位块,以弥补连接座定位止口误差较大的缺陷。
(2)拔出受油器底座的定位销,在底座外围X,Y方向向焊接4个顶丝,并架设百分表监视。用内径千分尺测量小轴至底座的距离,然后根据测量值和大轴偏离原始中心的平移值,对底座进行推中心,使底座与小轴中心误差值≤±0.05mm。在调整底座中心的同时,同步进行底座水平值的调整,以保证水平值≤0.05mm/m,且底座对地绝缘电阻值(尾水管无水)≥0.5MΩ。当底座中心、水平以及绝缘均符合标准后,将其固定牢固,并上紧顶丝(顶丝前加绝缘垫)为其定位。
3.4 其他措施
(1)为了防止浮动瓦压盖定位螺钉的螺牙嵌入铜瓦内壁,影响浮动瓦的浮动性,将全牙定位螺钉改为上端无螺牙的定位销钉。
(2)小轴内外管间加强筋焊缝开裂的缺陷,送交制造厂处理。小轴加强筋在焊接后,进行退火、消除内应力,并对小轴进行同心度、椭圆度校验,最后对其精加工,以保证内外管的同心度及内外管与法兰面垂直度符合设计要求。
(3)用砂纸抛光机对磨损较轻的内管表面进行打磨抛光;对磨损较严重的外管重新进行加工,先车去受损表面,然后进行精加工研磨,因加工后的外管直径较原来的要小,故重新配浮动瓦。
(4)尽量避开在低水头、高振动区域运行。
4 改造处理后的效果
受油器改造处理后,再没有发生浮动瓦烧瓦、磨瓦现象。经各种工况运行考验,没有发生浮动瓦甩油、铜粉堵塞滤网、桨叶操作不灵敏以及因铜瓦磨损而引发的窜油和桨叶抽动等现象。调速器压油装置小油泵的启动次数明显减少,启动间隔时间远大于6min,小油泵工作打油的时间也缩短至1~2min。在每年2次的周期性机组小修中,对受油器各部及小轴进行全面检查:上、中、下浮动瓦轻微磨损;各级浮动瓦与小轴配合的间隙值没有增大;小轴各瓦位明显无磨痕,表面光洁度完好;浮动瓦压盖定位销无折断,保证了机组的安全运行。
责任编辑 :内测2 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
分享按钮

























