电厂循环水泵防腐技术
- 发布时间:2007年01月17日
- 作者:王汉贵 郑国
- 来源:王汉贵 郑国
- 浏览:
次
- 查看所有评论
- 【}">打印文章】
湛江电厂共装有4台300 MW汽轮发电机组,配备长沙水泵厂生产的72LKSA-21型循环水泵8台,采用并联、母管制方式运行,组成开式循环水系统。循环冷却水为海水。
循环水泵结构复杂,部件材质各异,绝大部分部件长期与海水接触,受海水腐蚀和电偶腐蚀十分严重。必须采取防腐措施加以解决。
1 涂料防腐外加电流阴极保护技术的应用
水泵厂设计时在外接管、喇叭口、吐出弯管等处配备了锌板防腐块,采用牺牲阳极保护方法。但每次拆泵检查锌板防腐块已被腐蚀精光,防腐效果不好。为了加强防腐,采用了涂料防腐及外加电流阴极保护方案:
(1)涂料防腐:将循环水泵部件用电动砂轮机除锈后涂表面磷化处理剂,涂3道8号长效防腐漆和3道72-19防腐漆(两漆要求干膜总厚度各达100~150μm),外加铝牺牲阳极保护。
(2)外加电流阴极保护:保护系统由恒电位仪、辅助阳极、参比电极三大部分组成,对循环水泵的内壳壁进行外加电流的阴极保护。采用ZHD-1型智能恒电位仪,工作电位控制在-0.80到-0.85 V之间;选择镀铂圆盘状的阳极;采用固态Ag/AgC1长效参比电极。
水泵检修时发现此方案对原壳防腐是成功的,泵壳内壁涂层基本完好,表面不粘附污染物,保护效果十分理想。
2 泵轴热喷涂不锈钢防腐技术的应用
采用涂料防腐外加电流保护技术后,泵壳防腐效果理想,但泵轴整体却锈迹斑斑,伴有大面积蚀落,叶轮和轴的联接部位哈夫锁处腐蚀尤为严重,整个下主轴头凸肩被剥落,若再运行一段时间叶轮可能会脱落导致事故。
设计要求循环水泵工作时,轴套管内充以淡水,但实际运行时,淡水不足,轴套管内常被海水侵入,泵轴处于海水介质中,泵轴必然会遭到严重的海水腐蚀和电偶腐蚀。由于轴套管的电屏蔽作用,使得外加电流阴极保护系统的保护电流不能达到泵轴,对泵轴不能起到保护作用。
为保护泵轴,对泵轴采用了热喷涂不锈钢加涂料封闭工艺技术。其工艺流程为:一次喷砂除锈→淡水冲洗→二次喷砂除锈→热喷涂不锈钢1Cr18Ni9Ti→涂料封闭;要求喷涂厚度在250 μm左右。该工艺实施3年后,检查泵轴表面基本完好,除哈夫锁环处下主轴腐蚀外,泵轴腐蚀已得到有效的控制。
3 叶轮哈夫锁环处的防腐方法及效果
叶轮哈夫锁环处结构复杂,使用多种不同材质的部件(叶轮材质为ZG0Cr18Ni12Mo2,泵轴材质为45号钢,哈夫锁环材质为ZG1Cr13,联接镙栓材质为2Cr13,镙栓垫圈材质为1Cr13)。材料电位最低、防腐品质最差的下主轴遭受严重的电偶腐蚀而损坏。由于该处为转动部件,难以实施外加电流阴极保护,同时该处有严格的尺寸装配要求,热喷涂不锈钢工艺也不适用。为了彻底解决腐蚀问题,最后决定采用在叶轮哈夫锁环处加装一塑料王防护罩、内填充黄油的方法来防腐。
防护罩如图1所示。按叶轮哈夫锁环处的装配尺寸要求加工一塑料王防护罩,加长哈夫锁环连接螺栓,装配时在内部充满黄油,上紧螺栓即可,实施非常简单。
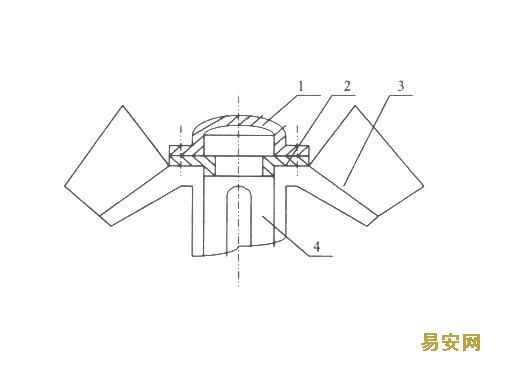
1.防护罩 2.哈夫锁环 3.叶轮 4.下主轴
图1 叶轮哈夫锁环处加装防护罩
1998年2号机大修时在4号泵上实施了该方法。2001年11月2号机大修,3号,4号泵解体,3号泵哈夫锁环处由于没加防护罩,下主轴头已被严重腐蚀,再运行久一点叶轮就要脱落;而4号泵下主轴则完好如初。更换一条下主轴约需花费3万元左右,而防护罩的成本仅几十元,更为重要的是防止了运行中叶轮脱落的隐患,达到了安全高效的目的。
4 结束语
实践证明,湛江电厂循环水泵采用涂料防腐外加电流阴极保护、泵轴热喷涂不锈钢等防腐技术取得了理想的效果。在此基础上采用在叶轮哈夫锁环处加装一塑料王防护罩的简单防腐技术,彻底解决了循环水泵普通材质在特定环境下的海水腐蚀和电偶腐蚀问题,确保了循环水泵的安全、经济、长周期运行。
责任编辑 :内测2 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
分享按钮

























