























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
在易燃易爆物料系统或生产系统中实施电焊作业时,应对系统进行有效的隔绝,其内容包括两个方面,一是对易燃易爆物料的隔绝,也就是把易燃易爆物质与动火部位实施隔绝;二是电焊回路本身与易燃易爆系统从电路上进行隔绝。通过多年的动火实践和事故教训,这两个方面隔绝的重要性已在化工系统的动火管理中形成了共识。但是应当指出的是,并不是所有的人都能理解两个隔绝的重要性,有的甚至对电焊回路与易燃易爆系统进行隔绝的必要性提出了异议,往往在电焊作业措施中完全忽视了电焊系统本身或有可能形成电焊回路的系统与易燃易爆系统的彻底隔绝问题。因此,现就这一问题谈一点初浅的看法。
一、电焊回路与易燃易爆系统隔绝的法规依据和实践依据
电焊作业时,电焊机的电流一般在60—70A 左右,电焊作业时所产生的电阻热或引弧时冲击电流所产生的火花能量是任何静电火花所无法比的,其所产生的能量足以引燃任何一种可燃物蒸气而发生火灾爆炸事故。而火花的产生并不仅仅是在电焊机搭地线,在与电焊回路连通的任何部位均可以产生,即使是在设备内部,只要条件具备,也可以产生。根据原化工部《安全生产禁令》中动火作业六大禁令有关规定“化工设备管道检修动火时,首先要采取措施与生产系统完全隔绝,切断易燃易爆介质的来源,确保动火检修安全”,并且说明“化工企业检修常用与生产系统隔绝的方法有盲板法和拆除管线法”。《化工安全管理制度》第107条规定“凡可能与易燃、可燃物相通的管道等部位的动火,均应加堵盲板与系统隔绝、切断,必要时拆掉一段连接管道”,上述规定虽然对动火作业有“彻底隔绝”和“拆除管线”的要求,但是并没有从文字上明确电焊作业时电焊回路与易燃易爆系统的完全断开才算是“彻底隔绝”,正因为如此,有些人在电焊作业时,往往只考虑到物料的隔绝,而忽视了电焊回路的隔绝。
众所周知,气焊(割)作业和电焊作业虽然都称为动火作业,但由于他们本身的特点和被动火的对象情况不同,所采取的安全措施也有所不同,比如气焊(割)作业,只要把物料与动火点用盲板隔绝,确保动火部位与动火环境无易燃易爆物,其隔离措施就认为是可靠了,但是作为电焊作业过程是通过电子转移来完成的,也就是能通过电子的任何地方只要存在电阻,都有可能在这些地方产生火花,因此,首先要考虑的是在电路上彻底断开,其方法就是采取拆除—段管线或用非金属盲板(非金属固定件)隔绝。如果此时仅仅考虑用盲板把物料系统隔开,固定盲板的螺栓仍采用金属材质,实际上电路仍然处于导通状态,这种隔绝方法就不是一种“彻底隔绝”的方法,因此说这一措施就不是安全可靠的。从另外一个实际情况看,大凡被忽视的系统,大多处于密闭状态或者是氧含量较少的系统,一般情况下,即使遇明火也不容易发生事故,也正是这种做法的不明确性、实际操作中的侥幸性,使这一问题往往被忽视了。比如冷冻生产装置,盐水系统和氨系统从物料角度来讲是两个互为独立的系统。但在电焊作业时,氨系统和盐水系统事实上处于同一个系统,在盐水系统实施电焊作业,此时,氨系统由于不凝性气体在系统内积聚,或者氨系统内因各种原因进入一定量的空气,在盐水系统电焊作业可能造成氨系统打火,就可能发生火灾爆炸事故。又比如,在以电石为原料生产聚氯乙烯的工艺中,如遇“氯乙烯工序的转化率较差,分馏放空尾气中的乙炔常常超过20%,则氯化氢中微量氧的含量就相对增加,将与乙炔形成爆炸性混合物,故应经常取样分析,氧含量大于5%时,必须采取调换催化剂或降低流量等措施,以提高转化率”(参见崔克清主编的《安全工程大辞典》P261)。其实密闭系统的动火危险性还不仅仅来自生产系统内部,往往还来自于设备故障和生产事故。上述氯乙烯生产过程,如果转化器列管发生泄漏,冷却水进入生产系统,氯化氢遇水生成盐酸,盐酸则能与钢制设备反应生成氢气,如果泄漏不能及时发现,在系统内造成一定量的氢气积聚,在上述系统氧含量较高的情况下,遇电焊作业火花就有可能发生火灾或爆炸事故。类似氯乙烯生产这样一些看似与空气隔绝的系统,其实在一定情况下也可能同时具备可燃物和助燃物两个条件,如果遇电焊回路打火花,同样在系统会内发生燃烧或爆炸事故。因此,对这一看似密闭的生产系统,实施电焊作业时也应该将动火部位与存有氯乙烯的物料系统彻底断开。
有人可能认为对氨系统这样一个密闭系统或其他相对密闭的生产系统大多数情况下不具备着火的条件,可以不采取相应的措施,这种做法也是错误的。根据原化工部《安全生产禁令》中动火作业六大禁令的解释,在一般情况下对易燃易爆、易中毒的设备、管道,不进行彻底置换、清洗、分析合格是不能动火检修的,但在特殊情况下,比如被动火的部位无法达到完全隔绝的条件,或无法实施停车检修的情况下,可以采取特殊动火的方法,但是必须同时具备以下3个条件:
一是要确认系统内氧含量不超过1%,要有分析手段和方法;二是确保在正压下操作,任何情况不得回火;三是烧焊过程确保被加热的焊件局部加热,不能使整个设备温度上升。在生产实际中,类似氨、氯乙烯这样的生产系统往往是一个动态复杂的生产系统,它与其他生产系统都是相连的,要确认系统内任何部位氧含量在1%以下是比较困难的。因此,即使是一个密闭系统,在动火作业时还是要采取隔绝、清洗、置换的各项措施,特别是在没有分析的情况下更是如此。多年来,由于忽视了电焊作业时电子回路与系统的隔绝而造成的事故并不少见。1973年6月23日,福建省化肥厂电焊工在电焊作业时,将电焊机搭地线搭接在与贮槽相连的管道上,电焊回路打火引燃贮槽内因油漆而产生的汽油蒸气发生火灾; 1997年12月25日,江苏某农药厂在管道支架上用电焊加固钢质支架时,由于支架与一根氢气管道相连,形成了电焊回路,引燃了远在150m以外的氢气缓冲器。这样的事故还有不少,只不过有些事故没有单独分类,往往把它们归到一般动火作业事故统计,还没有引起人们的足够注意。
那么在电焊作业时,电焊回路与易燃易爆系统的隔绝到有没有法规依据呢?应该是有的,《化工通用工种安全操作规程》HGTA0022—85“电焊作业安全规程”第2.4条明确规定“电焊机接地线、零线和焊接工作回路都不准搭在易燃易爆等危险品上,也不准接在管道和电力仪表保护管以及设备上”。国家标准《电焊设备操作安全》 (GB9448—88)第3.1.8条“禁止连接建筑物金属框架和设备等作为焊接电源回路”,第3.1.10.3条“禁止用氧气管道和乙炔管道等易燃易爆气体管道作为接地装置的自然接地极,防止由于产生电阻热或引弧时冲击电流的作用产生火花而引爆”,第3,2.6条“禁止利用厂房的金属结构、轨道、道管、暖气设施或其他金属物体搭接起来作电焊导线电缆”。
这些技术规范从不同的侧面明确阐述了电焊回路不得与易燃易爆系统相连和不得借用生产设施作为电焊回路的规定,结合原化工部“41条禁令”的有关规定,完全有理由理解41条禁令中关于“有必要时,应当拆掉一段管道”,其实就是指类似电焊作业时的情况。
为了更直观地分析、说明电焊作业和气焊作业的特点,下面通过两个简单的系统进行分析。
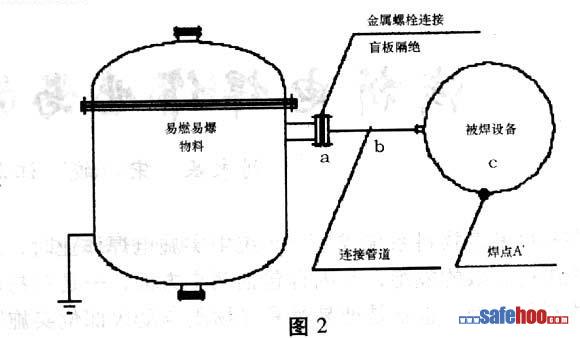
图1是一个带有蒸汽夹套的密闭釜,釜内存有易燃易爆物料,釜体因防静电要求采取接地措施,现因夹套A点处渗漏需要动火补漏。根据安全动火的有关规定,此时无论是电焊作业还是氧焊作业,必须采取以下措施:首先是放尽釜内物料,其次是进行清洗置换,将人孔或法兰手工打开,使之保证一定的泄压面,最后在动火前30min进行动火分析,符合动火条件后,即可办理动火作业证实施动火。对于这样一个动火对象,采取上述动火措施,大家都可以理解,但是对于图2的情况,可能就会有不同的看法。
图2是一个与图1类似的存有易燃易爆物料的封闭系统,所不同的是釜上没有夹套,釜体与存有同样易燃易爆物料的设备c相连,现要对c设备上的点A’,进行动火补漏。补漏前,在技术上采取了两个措施,一是使用金属螺栓作为固定二是对设备c和连接管道b进行清洗置换,直至分析合格。那么,采取上述措施能否满足安全动火的需要呢?要回答这一问题,其实只要对图1、图2两个系统稍加分析就不难看出,图1焊点A是在蒸汽夹套上,可以认为与物料釜是隔绝的。图2焊点A’,已经用盲板与釜内物料实施了隔绝,从电焊作业的角度讲,虽然A点与A’与釜体的距离不同,风险程度有一定差别,但在本质上是一样的,也就是说A处与A’处的动火作业措施应当是相同的,即应采取彻底清洗置换措施,如果工艺设备条件不允许进行彻底清洗置换的话,就应该拆除法兰a与设备之间的一段连接管道,做到“彻底隔绝”,否则,作业措施就是不可靠的。而如果采用气焊作业,只要连通管b具有一定长度,上述动火措施完全可以满足安全动火的要求,不必另外采取其它技术措施。
通过以上的分析,可以清楚地看到,即使是同一个动火对象,由于电焊和气焊种类不同,所采取的动火措施也是不同的。
二、电焊回路与易燃易爆系统隔绝的理论依据
以上从有关法规和实践上分析了电焊作业应做好 “两个隔绝”,下面再通过电焊机的工作原理来分析电焊系统与易燃易爆系统隔开的意义。
根据电气安全的要求,在三线制的接线系统中不得采用接零措施,在四线制的接线系统中不得采用接地措施。因为此时三线制接线系统如遇相线短路,接零线就会产生相当于相线的电压,这种情况是十分危险的;在四线制的接线系统中采用接地措施,此时如遇相线短路,会造成设备外壳上存在对地电压,人体接触时,通过人体的电流可以达到0.11A,超过了通过人体的安全电流,容易造成触电事故。因此电焊机接线规定,所有旋转式直流焊机、交流焊机、硅整流式直流焊机和其它电焊设备的机壳都必须接地或接零,在电网为三相三线制或单相制供电系统中,应装设保护接地线。在电网为三相四线制中性点接地系统中,应装设保护接零线,焊机变压器二次绕组与焊件相连接的一端也必须接地或接零,但是二次绕组和焊件不得同时接地或接零,以防造成触电或电气火灾事故,因此规定,凡是对装设有接地或接零装置的焊机进行电焊作业时,应将焊件的接地线或接零线暂时解除,待电焊作业完毕后,再将接地或接零线接上(见图3、4)。
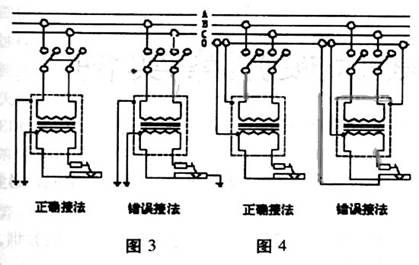
图3、图4(参见及孙桂林、藏吉昌主编的《安全工程手册》)是表示焊机在不同的线制中正确与错误的接线方法,说明无论在何种电路中,电焊机二次绕组和焊件不得同时接地或接零,按照电气设施安全接地和接零的有关规定,在同一个电气线路系统中,不能同时采取保护接地和保护接零的措施。化工生产易燃易爆的系统中,为了防止静电危害,这些系统大多采取了防静电接地措施,如果这些系统和设备在电焊作业时时不能与电焊回路断开,就有可能造成以下几方面的情况:
1.易燃易爆生产系统或设备与电焊回路相连,无论是有意还是无意,事实上已使易燃易爆设备成为电焊回路的组成部分,都可能在引弧的情况下产生火花或在高电流通过的情况下产生电阻热,从而引发系统内的可燃物质发生事故,如在三线制电路中,又会造成被焊物件和二次线同时接地的问题(见图3)。
2.在三相四线制的电路中,易燃易爆系统与电焊回路相连,使电气回路本身处于同时接地和接零的错误接法中,这在电气线路中是不允许的(见图4)。
以上两种情况,可以清楚地说明,电焊回路与易燃易爆设备彻底断开,不仅是防火防爆的需要,也是电焊线路安全接线和使用的基本要求。
分享按钮责任编辑 :老芋头 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994