























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
摘 要:分析了延迟焦化装置在目前生产工艺条件下存在的危险因素,指出该装置具有易燃易爆、 易出现疲劳性事故、易泄漏、易腐蚀等危险特性,并结合装置实际从管理、工艺指标、设备操作、巡检、控制技术等方面提出了相应的预防措施。
延迟焦化装置是在20世纪30年代发展起来的,随着市场的发展和需求,已成为各炼厂提高经济效益的重要加工装置,正朝着大型化的方向发展。焦化方法是在高温条件下,热破坏加工渣油的一种方法。其目的是为了得到石油焦、汽油、轻柴油、蜡油和气体的二次加工装置。焦化过程是一种热分解和缩合的综合过程,具有技术成熟简单、操作方便、灵活性大、开工率高、运转周期长的特点。但是由于操作过程既连续又间歇,高温重油部位较多,人工操作频繁,劳动强度相对较大,因此,危险性较高。
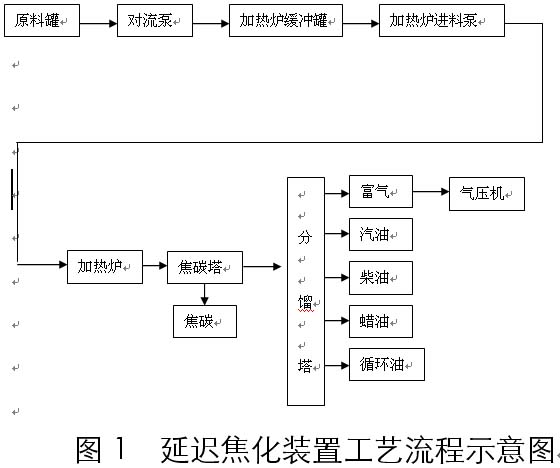
1 延迟焦化装置工艺流程
减压渣油从常减压装置来,温度为
2 焦化装置的危险性分析
2.1 焦化装置属于高温、高压、易燃、易爆的装置
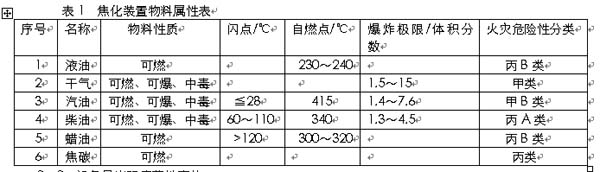
该装置所用原料为常减压的减压渣油,其自燃点为230℃—240℃,而装置的操作温度多在300℃以上,一旦泄漏极易发生火灾。生产的干气和汽油沸点和闪点都很低,与空气混合均能形成爆炸性混合气体,其爆炸极限分别为1.5%~15%和1.4%~7.6%。同时由于其半成品柴油、蜡油的自燃点都低于装置的操作温度,极易发生火灾,存在较大的火灾危险性。由于加工的原油性质变差,硫含量也在升高,富气、汽油、柴油的硫含量也在升高,产生的硫化氢浓度较高,存在中毒的危险。炼厂也曾发生过焦化汽油、富气泄漏而引发的硫化氢中毒死亡事故。焦化装置物料属性见表1。
2.2 设备易出现疲劳性事故
焦化生产工艺采用既连续又间歇的生产方式。其间歇式主要是每个焦炭塔都要经过切换处理再生产的过程,即:试压——跑汽脱水——瓦斯预热——切换生产——老塔处理——大量吹汽——给水冷焦——放水除焦——试压备用。整个过程温度由500℃左右降至常温,压力由常压开至0.18MPa,再降至常压,焦炭塔区经常处在温度和压力不稳定的变化过程中,对设备有一定程度的损伤,易发生事故。
2.3 易发生泄漏或互串
由于装置既连续又间歇生产的特点,决定了装置的阀门开关十分频繁,有些机泵开停次数较多,塔底、塔顶盖每天也需装卸,而每个阀门、垫片都有自己的使用系数和寿命,开关动作过于频繁和使用时间较长,极易使阀门、垫片出现疲劳性损伤而发生内漏、外漏现象,从而引起互串和泄漏事故;法兰、垫片由于使用频率高也易磨损,造成泄漏,酿成火灾事故。
2.4 装置处于高温状态,是高温硫腐蚀最严重的装置之一
高温硫对设备的腐蚀,尤其是对焦炭塔、分馏塔底、集油箱、加热炉以及与上述设备相连的管线等高温重油部位的腐蚀更加突出,同时渣油裂解产生的硫化氢和氯化氢,在分馏塔顶及富气系统、气压机系统容易发生低温硫腐蚀,一旦泄漏或腐蚀穿孔,极易发生火灾或人身中毒伤亡事故。
2.5 人工劳动强度大,易出现误操作等人为事故
延迟焦化装置相对于别的生产工艺,具有劳动强度较大,重复性的操作动作较多,改动的流程也较多的特点。由于工艺相对简单,操作单调而又枯燥,操作者易疲劳、麻痹、注意力不集中,极易出现阀门开错、开关不到位、忘记开关等人为误操作现象,导致人为事故的发生。
2.6 结焦控制不当,影响正常生产
延迟焦化是既结焦又不能结焦的工艺过程,结焦要推迟到焦炭塔中进行,而不能在其他的设备、管线、容器内结焦。由于工艺特点,使得结焦对装置的运行极为不利,如果控制不当,极易在不该结焦的地方结焦,如加热炉,一旦其结焦,装置的长周期运行将无法保证,只能停工烧焦。
2.7 阀门开关不严密,易发生事故
焦化的工艺特点决定了装置的堵焦过滤器较多,时常需要清理。由于清焦需隔断,阀门的开关是否严密,给清理者留下了一定的安全隐患,易发生火灾和人员伤亡事故。
3 预防措施
尽管延迟焦化装置在生产过程存在一定的危险性,但只要采取积极有效的防治措施,就能确保装置的安全运行。
(1)加强生产现场通风,最大限度降低气体泄漏量,使可燃气体浓度降低到爆炸极限以下,严格控制火源,加强对动火作业的管理,避免发生可燃气体着火爆炸事故。加强对报警器的校验工作,做到灵、准,防止气体泄漏对人员造成伤害。对于沉降池,要采取封闭式操作,投用好沉降罐系统,保证人员安全。
(2)严格工艺指标,加强重点部位的监控,进一步健全关键部位的安全监控体系,对于加热炉、气压机、焦炭塔等重要部位,要加强监控人员和操作人员巡回检查制度,切实做到“五位一体”,明确职责,落实责任。严禁超温超压、超工艺指标的行为发生。发生异常情况要及时汇报,及时处理,确保生产安全。
(3)加热炉是焦化的关键设备,是在最短的时间内加热炉管内的油品,使其得到最大的热量以满足焦化反应的需要。其操作好坏,周期长短,对装置的技术指标、安全生产起着决定性的作用。
应严格控制加热炉炉管内的油气温度和停留时间,将炉管中裂化抑制到最小程度,降低炉管的腐蚀;加强加热炉的监控,严格控制加热炉的注水量、辐射量,防止其大幅度的波动。减少加热炉烧焦的频次。
(4)对于开关频繁的阀门,要作为重点监控的对象,做到看、摸、听、闻到位;对于关键阀门要有备用,如有异常立即更换,岗位配备必要的专用工具,对于小泄漏能够做到立即处理;车间配有专用设备配件,能够紧急备用更换。同时要求严格控制装置的泄漏率,实行泄漏挂牌登记制度,加强对隐患的整改工作,保证装置不因小泄漏而引发大事故。
(5)加强对生产过程的巡检。装置的特点决定不能局限于正常巡检时间,应加密检查次数,以便及时发现问题,及时处理。在操作过程中必须有2人同时在现场,禁止1人操作,以避免误操作的发生。主操岗位应随时观察操作的变化,加强岗位的联系,对异常现象应立即处理,使操作处于可控状态。
(6)针对装置生产的特点,实行看板管理。即每操作一步,严格按照看板进行操作,责任明确,减少误操作。同时车间技术人员应深入岗位,督促检查,提高职工的责任心。并要加强对职工的技术培训,提高职工的素质,设法提高自控率,减少操作过程中对人工的依赖,避免误操作,降低人为事故发生。
(7)加强对设备的管理,提高装置的本质安全系数。严格按照有关标准选材,对腐蚀较为严重的设备、管线进行材料升级,确保设备的本质安全;加强监控管理,建立测厚台账。定时、定点对硫腐蚀部位进行测厚。同时针对装置加热炉弯头的腐蚀状况,在转油线的弯头上设置了可拆除的保温防腐设施,定期对转油线的弯头进行测厚,以便及时发现问题,保证安全生产;加强设备的防腐工作,积极应用新型防腐蚀剂技术提高设备的防腐能力;实行关键设备“机、电、仪、操、管”五位一体的设备管理制度、联检制度、特护管理制度,成立特护小组,落实特护制度,定期召开专题会,分析设备运行状况,及时解决存在的问题。
(8)加强事故应急预案的演练,定期组织岗位操作人员学习各种事故预案,提高职工处理突发事故(停电、停汽、设备故障、仪表失灵、物料泄漏、硫化氢泄漏)的能力,在演练中不断完善演练预案。
(9)加强消防、气防管理,确保消防、气防设施完好,消防道路畅通;装置中可燃气体报警设施,应定期校验,确保完好率100%。搞好义务消防员、气防员的培训与演练工作,把事故控制在最小范围内。
(10)加强直接作业环境的管理,坚持清洗过滤器的作业程序即一预案、二检查、三确认、四审批、五到场。严格执行作业规定,确保作业安全。
(11)采用先进的技术控制系统,减少人为因素的影响,加强联锁管理,确保重点危险源控制的温度、压力、流量、液位在正常范围内,大机组联锁安装率、使用率、完好率达到100%。
(12)加强安全教育,提高职工的安全意识。只有通过不断地安全教育,才能使职工充分认识到装置存在的危险,才能自觉的遵守各项规章制度,才能自觉地做好劳动防护,才能确保装置长周期的安全运行。
4 结束语
尽管延迟焦化装置存在着火灾、中毒等危险因素,但只要找出其危险所在,采取相应的预防措施,落实各项规章制度,以人为本,倡导HSE文化理念,提高人员安全意识,提高设备的本质的安全,就能确保装置的长周期安全运行。
分享按钮责任编辑 :老芋头 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994