























易安网通行证登录
已经在易安网注册的用户请直接登录
快捷登陆:


没有易安网通行证?
氧气充装生产需要的原料是液态氧,充装站一般不具备生产液态氧的能力,为了满足生产需要,需要外购。
根据国务院令第344号《危险化学品安全管理条例》第三条“危险化学品,包括爆炸品、压缩气体和液化气体、易燃液体、易燃固体、自燃物品和遇湿易燃物品、氧化剂和有机过氧化物、有毒品和腐蚀品等”的规定,充装站生产的氧气属于危险化学品的范畴。
充装生产是连续的工作过程,在连续过程中管道内物料工艺参数的变化,反映了设备的状况,因此,分析对象确定为管道。通过对管道内物料状态及工艺参数产生偏差的分析,查找系统存在的危险,对所有的管道分析之后,整个系统存在的危险也就一目了然。
危险可操作性研究(HAZOP)的基本过程,是以关键词为引导,找出系统中工艺过程或状态的变化(或偏差),然后再继续分析偏差的原因、后果及可以采取的对策。
1、生产工艺
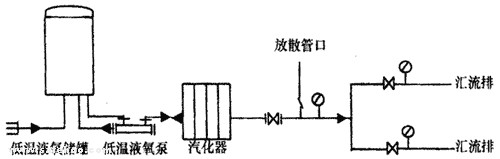
购入的低温液态氧,由厂家的专用运输槽车将其送至低温液体储罐内,充装时,缓缓开启低温液氧泵,你温液态氧被压缩至高压汽化器内受热、升温、汽化成为高压、高纯度(99.5%以上)的气态氧,并经高压管道输送至高压气体充装台。通过气体充装台的卡具分别装入氧气瓶内。工艺流程如图1所示。
2、确定评价单元
(1)低温液氧输送管道单元:选择图1中的低温液氧储罐至低温液氧泵入口端的低温液氧输送管道,作为第一个评价对象。
(2)高压氧气输送管道单元:选择图1中由低温液氧泵出口端,经过高压汽化器至汇流排的高压气体输送管道,作为第二个评价对象。
3、评价参数的确定
(1)低温液氧输送管道单元
低温液态氧由专用运输槽车送入标定压力为0.8MPa的低温液氧储罐内储存,工作时,液氧经低温液氧储罐输送阀门,输入吸入压力为0.4MPa 的低温液氧泵内。在这段管道的传输过程中,按照国家标准GB50030-91,为保证安全生产,要求对管道考虑温差变化的热补偿。就是否对管道采取热补偿措施进行安全评价。
评价过程中遵照的原则是:关键词+工艺参数=偏差。与其相关的参数是流量。其评价结果见表1。
表1低温液体输送管道危险可操作性研究
|
关键词 |
偏差 |
原因 |
后果 |
安全防护 |
建议措施 |
|
流量 |
有 |
低温液氧储罐出口管道有热补偿措施 |
泵内低温液氧被压缩,为汇流排充装提供足够的高压氧气 |
安全阀、放散阀工作压力正常 |
加强巡检,加强管理 |
|
无 |
低温液氧储罐出口管道无热补偿措施 |
泵内不上压,不能为汇流排充装输送高压氧气 |
采取热补偿措施 |
按照国家标准执行 | |
|
安全装置不动作,储罐内超压,罐体爆裂,低温液氧泄漏后遇明火引起火灾;或遇水发生物理爆炸;与其他化学物质混合,发生化学爆炸 |
采取热补偿措施,确保安全阀、放散阀等安全装置安全可靠。 |
按照国家标准执行 |
(2)高压氧气输送管道单元
低温液体泵吸入压力0.4MPa,排出压力16.5MPa,从泵内排出的高压气体,经过阀门进入最高工作压力为16.5MPa的高压汽化器内进行加热,其出口温度低于环境温度
在评价中,选择低温液体泵出口端至汇流排的高压氧气输送管道进行评价。
评价过程中遵照的原则是:关键词+工艺参数=偏差。与其相关的参数是压力、流量、时间等。其评价结果见表2。
表2高压氧气传输管道危险性与可操作性研究
|
关键词 |
偏 差 |
原因 |
后果 |
安全防护 |
建议措施 |
|
流量 |
增加 |
泵出率、管道与充装量不匹配 |
引起管道内高压气体超压;安全阀起跳 |
调节泵的转数,控制泵出率 |
根据泵出率与汇流排组数设定电机转数 |
|
减少 |
泵出率、管道与充装量不匹配 |
氧气瓶充装量有误 |
调节泵的转数,控制泵出率 | ||
|
变化 |
充装瓶数量不固定 |
流量波动大,不稳定,易超压 |
加强安全管理,保证每次的充装瓶数量 |
| |
|
压力 |
增高 |
泵出率、管道与充装量不匹配,安全阀不动作。 |
充装台软管破爆;操作人员伤亡 |
确保各级安全阀安全可靠 |
《氧气及相关气体安全技术规程》GB16912-1997规定,设置超压报警装置。可采用: 1.安装电节点压力表; 2.在充装台安装控制开头 |
|
降低 |
泵出率、管道与充装量不匹配 |
充装速度过快,影响充装质量;易产生流体静电 |
保证充装系统接地良好;严格按操作规程作业 | ||
|
变化 |
2组汇流排切换不及时或个别散户充装 |
压力变化无法控制,增加事故发生概率;如果安全控制系统发生故障,将造成财产损失、人员伤亡 |
加强安全管理;确保各级安全阀安全可靠;严格按操作规程作业 | ||
|
时间 |
滞后 |
汇充排切换时间超时 |
氧气瓶充装过量,出现超装、超压现象;管道压力增高,安全阀起跳;因阀门质量或密封质量发生泄漏引起燃烧;充装台发生爆管,操作人员伤亡等 |
严格按操作规程作业 |
1.严格执行《氧气及相 关气体安全技术规程》GB16912-1997规定; 2.操作人员持证上岗 |
|
超前 |
汇流排切换时间提前 |
氧气瓶充装量减少,氧气瓶达不到额定充装量 |
严格按操作规程作业 |
同上 |
评价中,吸收有操作经验的人员共同参加,通过危险与可操作性研究的分析,能够探明装置及生产过程存在的危险,根据危险带来的后果明确系统中的主要危害。在进行危险与可操作性研究过程中,分析人员对于单元的工艺状况需要有深入的了解,对于单元中的危险及应采取的措施应有透彻的认识。
分享按钮责任编辑 :老芋头 (易 安 网 版 权 所 有 ,未 经 授 权 禁 止 使 用 ,不 能 转 载 ! )
易安网欢迎相关题材的投稿,所有原创稿件版权均归所有人所有。在征得所有人许可的前提下,本站有以下权利:修改、改编、出版、翻译、据以创作衍生作品、传播、表演和展示此等内容的全部或部分,和将此等内容的全部或部分编入其他任何形式的作品、媒体或技术中,欢迎更多形式的版权合作。
您可以订阅《易讯通》,您会通过邮箱收到易安网最新精彩内容。
2013 ©易安网. ALL Rights Reserved. 京ICP备11028188号 | 京公网安备11010502022994